Ā
1993 Jeep Cherokee
Engine Overhaul Procedures - General Information ALL PISTON ENGINES
* PLEASE READ THIS FIRST *
Examples used in this article are general in nature and do not necessarily relate to a specific engine or system. Illustrations and procedures have been chosen to guide mechanic through engine overhaul process. Descriptions of processes of cleaning, inspection, assembly and machine shop practice are included.
Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
ENGINE IDENTIFICATION
The engine may be identified from its Vehicle Identification Number (VIN) stamped on a metal tab. Metal tab may be located in different locations depending on manufacturer. Engine identification number or serial number is located on cylinder block. Location varies with manufacturer.
INSPECTION PROCEDURES
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
GENERAL
Engine components must be inspected to meet manufacturerÆs specifications and tolerances during overhaul. Proper dimensions and tolerances must be met to obtain proper performance and maximum engine life.
Micrometers, depth gauges and dial indicator are used for checking tolerances during engine overhaul. Magnaflux, Magnaglo, dye-check, ultrasonic and x-ray inspection procedures are used for parts inspection.
MAGNETIC PARTICLE INSPECTION
Magnaflux & Magnaglo
Magnaflux is an inspection technique used to locate material flaws and stress cracks. The part in question is subjected to a strong magnetic field. The entire part, or a localized area, can be magnetized. The part is coated with either a wet or dry material that contains fine magnetic particles.
Cracks which are outlined by the particles cause an
interruption in the magnetic field. The dry powder method of Magnaflux can be used in normal light. A crack will appear as an obvious bright line.
Fluorescent liquid is used in conjunction with a blacklight in a second Magnaflux system called Magnaglo. This type of inspection demands a darkened room. The crack will appear as a glowing line in this process. Both systems require complete demagnetizing upon
completion of the inspection. Magnetic particle inspection applies to ferrous materials only.
PENETRANT INSPECTION
Zyglo
The Zyglo process coats the material with a fluorescent dye penetrant. The part is often warmed to expand cracks that will be penetrated by the dye. When the coated part is subjected to inspection with a blacklight, a crack will glow brightly. Developing solution is often used to enhance results. Parts made of any material, such as aluminum cylinder heads or plastics, may be tested using this process.
Dye Check
Penetrating dye is sprayed on the previously cleaned
component. Dye is left on component for 5-45 minutes, depending upon material density. Component is then wiped clean and sprayed with a developing solution. Surface cracks will show up as a bright line.
ULTRASONIC INSPECTION
If an expensive part is suspected of internal cracking, Ultrasonic testing is used. Sound waves are used for component inspection.
X-RAY INSPECTION
This form of inspection is used on highly stressed components. X-ray inspection maybe used to detect internal and external flaws in any material.
PRESSURE TESTING
Cylinder heads can be tested for cracks using a pressure tester. Pressure testing is performed by plugging all but one of the holes in the head and injecting air or water into the open passage. Leaks are indicated by the appearance of wet or damp areas when using water. When air is used, it is necessary to spray the head surface with a soap solution. Bubbles will indicate a leak. Cylinder head may also be submerged in water heated to specified temperature to check for cracks created during heat expansion.
CLEANING PROCEDURES
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
GENERAL
All components of an engine do not have the same cleaning requirements. Physical methods include bead blasting and manual removal. Chemical methods include solvent blast, solvent tank, hot tank, cold tank and steam cleaning of components.
BEAD BLASTING
Manual removal of deposits may be required prior to bead blasting, followed by some other cleaning method. Carbon, paint and
rust may be removed using bead blasting method. Components must be free of oil and grease prior to bead blasting. Beads will stick to grease or oil soaked areas causing area not to be cleaned.
Use air pressure to remove all trapped residual beads from components after cleaning. After cleaning internal engine parts made of aluminum, wash thoroughly with hot soapy water. Component must be thoroughly cleaned as glass beads will enter engine oil resulting in bearing damage.
CHEMICAL CLEANING
Solvent tank is used for cleaning oily residue from
components. Solvent blasting sprays solvent through a siphon gun using compressed air.
The hot tank, using heated caustic solvents, is used for cleaning ferrous materials only. DO NOT clean aluminum parts such as cylinder heads, bearings or other soft metals using the hot tank. After cleaning, flush parts with hot water.
A non-ferrous part will be ruined and caustic solution will be diluted if placed in the hot tank. Always use eye protection and gloves when using the hot tank.
Use of a cold tank is for cleaning of aluminum cylinder heads, carburetors and other soft metals. A less caustic and unheated solution is used. Parts may be lift in the tank for several hours without damage. After cleaning, flush parts with hot water.
Steam cleaning, with boiling hot water sprayed at high pressure, is recommended as the final cleaning process when using either hot or cold tank cleaning.
COMPONENT CLEANING
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
SHEET METAL PARTS
Examples of sheet metal parts are the rocker covers, front and side covers, oil pan and bellhousing dust cover. Glass bead blasting or hot tank may be used for cleaning.
Ensure all mating surfaces are flat. Deformed surfaces should be straightened. Check all sheet metal parts for cracks and dents.
INTAKE & EXHAUST MANIFOLDS
Using solvent cleaning or bead blasting, clean manifolds for inspection. If the intake manifold has an exhaust crossover, all carbon deposits must be removed. Inspect manifolds for cracks, burned or eroded areas, corrosion and damage to fasteners.
Exhaust heat and products of combustion cause threads of fasteners to corrode. Replace studs and bolts as necessary. On "V" type intake manifolds, the sheet metal oil shield must be removed for proper cleaning and inspection. Ensure that all manifold parting surfaces are flat and free of burrs.
CYLINDER HEAD REPLACEMENT
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
REMOVAL
Remove intake and exhaust manifolds and valve cover. Cylinder head and camshaft carrier bolts (if equipped), should be removed only when the engine is cold. On many aluminum cylinder heads, removal while hot will cause cylinder head warpage. Mark rocker arm or overhead cam components for location.
Remove rocker arm components or overhead cam components. Components must be installed in original location. Individual design rocker arms may utilize shafts, ball-type pedestal mounts or no rocker arms. For all design types, wire components together and identify according to the corresponding valve. Remove cylinder head bolts. Note length and location. Some applications require cylinder head bolts be removed in proper sequence to prevent cylinder head damage. See Fig. 1. Remove cylinder head.
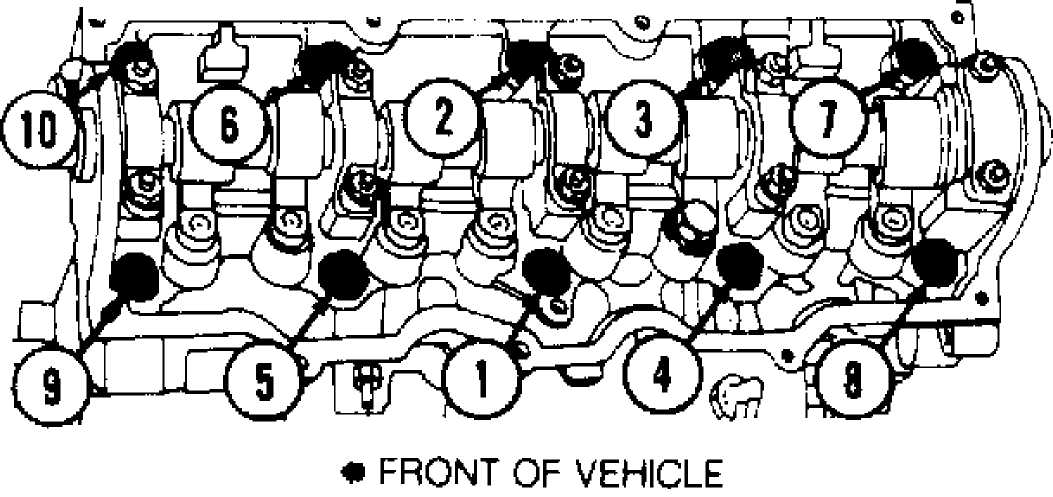
Fig. 1: Typical Cylinder Head Tightening or Loosening Sequence This Graphic For General Information Only
INSTALLATION
Ensure all surfaces and head bolts are clean. Check that head bolt holes of cylinder block are clean and dry to prevent block damage when bolts are tightened. Clean threads with tap to ensure accurate bolt torque.
Install head gasket on cylinder block. Some manufacturerÆs may recommend sealant be applied to head gasket prior to installation. Note that all holes are aligned. Some gasket applications may be marked so certain area faces upward. Install cylinder head using care not to damage head gasket. Ensure cylinder head is fully seated on cylinder block.
Some applications require head bolts be coated with sealant prior to installation. This is done if head bolts are exposed to water passages. Some applications require head bolts be coated with light coat of engine oil.
Install head bolts. Head bolts should be tightened in proper steps and sequence to specification. See Fig. 1. Install remaining components. Tighten all bolts to specification. Adjust valves if required. See VALVE ADJUSTMENT in this article.
NOTE: Some manufacturers require that head bolts be retightened after specified amount of operation. This must be done to prevent head gasket failure.
VALVE ADJUSTMENT
Engine specifications will indicate valve train clearance and temperature at which adjustment is to be made on most models. In most cases, adjustment will be made with a cold engine. In some cases, both a cold and a hot clearance will be given for maintenance convenience.
On some models, adjustment is not required. Rocker arms are tightened to specification and valve lash is automatically set. On some models with push rod actuated valve train, adjustment is made at push rod end of rocker arm while other models do not require adjustment.
Clearance will be checked between tip of rocker arm and tip of valve stem in proper sequence using a feeler gauge. Adjustment is made by rotating adjusting screw until proper clearance is obtained. Lock nut is then tightened. Engine will be rotated to obtain all valve adjustments to manufacturerÆs specifications.
Some models require hydraulic lifter to be bled down and clearance measured. Different length push rods can be used to obtain proper clearance. Clearance will be checked between tip of rocker arm and tip of valve stem in proper sequence using a feeler gauge.
On overhead cam engines designed without rocker arms actuate valves directly on a cam follower. A hardened, removable disc is installed between the cam lobe and lifter. Clearance will be checked between cam heel and adjusting disc in proper sequence using a feeler gauge. Engine will be rotated to obtain all valve adjustments.
On overhead cam engines designed with rocker arms, adjustment is made at push rod end of rocker arm. Ensure that the valve to be adjusted is riding on the heel of the cam on all engines. Clearance will be checked between tip of rocker arm and tip of valve stem in proper sequence using a feeler gauge. Adjustment is made by rotating adjusting screw until proper clearance is obtained. Lock nut is then tightened. Engine will be rotated to obtain all valve adjustments to manufacturerÆs specifications.
CYLINDER HEAD OVERHAUL
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
DISASSEMBLY
Mark valves for location. Using valve spring compressor,
compress valve springs. Remove valve locks. Carefully release spring
compressor. Remove retainer or rotator, valve spring, spring seat and
valve. See Fig. 2.
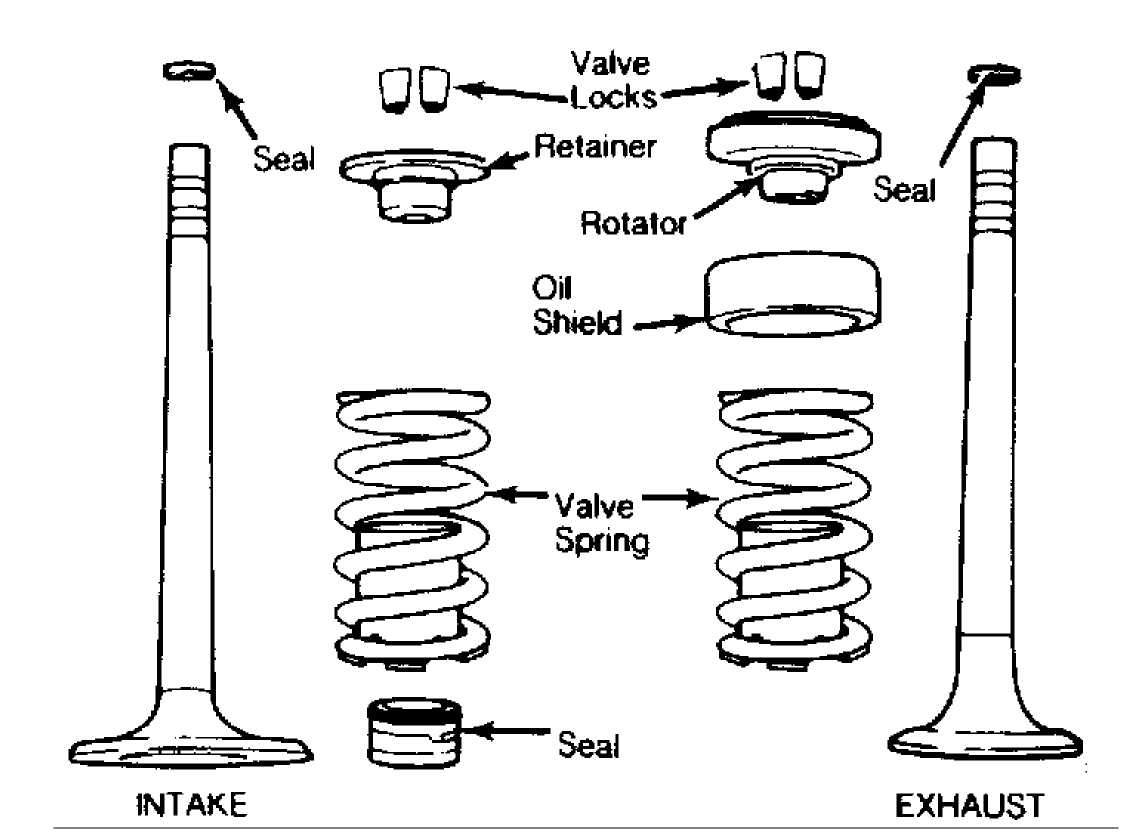
Fig. 2: Exploded View of Intake & Exhaust Valve Assemblies - Typical This Graphic For General Information Only
CLEANING & INSPECTION
Clean cylinder head and valve components using approved cleaning methods. Inspect cylinder head for cracks, damage or warped gasket surface. Place straightedge across gasket surface. Determine clearance at center of straightedge. Measure across both diagonals, longitudinal centerline and across the head at several points. See Fig. 3.
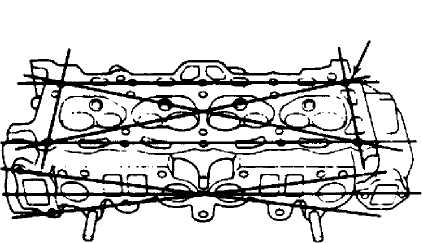
Check Angles Across Surfaces As Shown
Fig. 3: Checking Cylinder Head for Warpage - Typical This Graphic For General Information Only
On cast cylinder heads, if warpage exceeds .003" (.08 mm) in a 6" span, or .006" (.15 mm) over total length, cylinder head must be resurfaced. On most aluminum cylinder heads, if warpage exceeds . 002" (.05 mm) in any area, cylinder head must be resurfaced. Warpage specification may vary with manufacturer.
Cylinder head thickness should be measured to determine amount of material which can be removed before replacement is required. Cylinder head thickness must not be less than manufacturerÆs specifications.
If cylinder head required resurfacing, it may not align properly with intake manifold. On "V" type engines, misalignment is corrected by machining intake manifold surface that contacts cylinder head. Cylinder head may be machined on surface that contacts intake manifold.
Using oil stone, remove burrs or scratches from all sealing surfaces.
VALVE SPRINGS
Inspect valve springs for corroded or pitted valve spring surfaces which may lead to breakage. Polished spring ends caused by a rotating spring, indicates that spring surge has occurred. Replace springs showing evidence of these conditions.
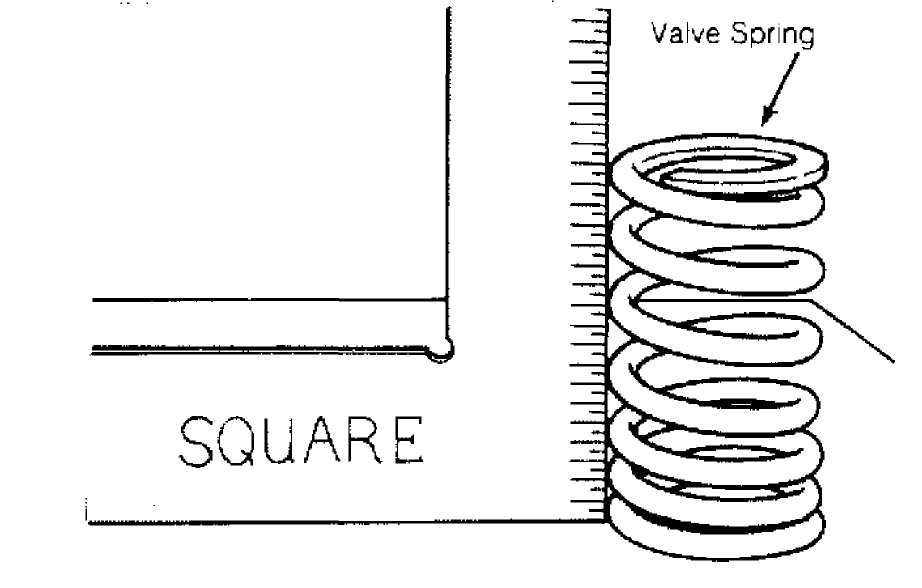
Fig. 4: Checking Valve Spring Squareness - Typical This Graphic For General Information Only
Using vernier caliper, measure free length of all valve springs. Replace springs if not within specification. Using valve
Inspect valve springs for squareness using a 90 degree straightedge. See Fig. 4. Replace valve spring if out-of-square exceeds manufacturerÆs specification.
spring tester, test valve spring pressure at installed and compressed heights. See Fig. 5.
Usually compressed height is installed height minus valve lift. Replace valve spring if not within specification. It is recommended to replace all valve springs when overhauling cylinder head.
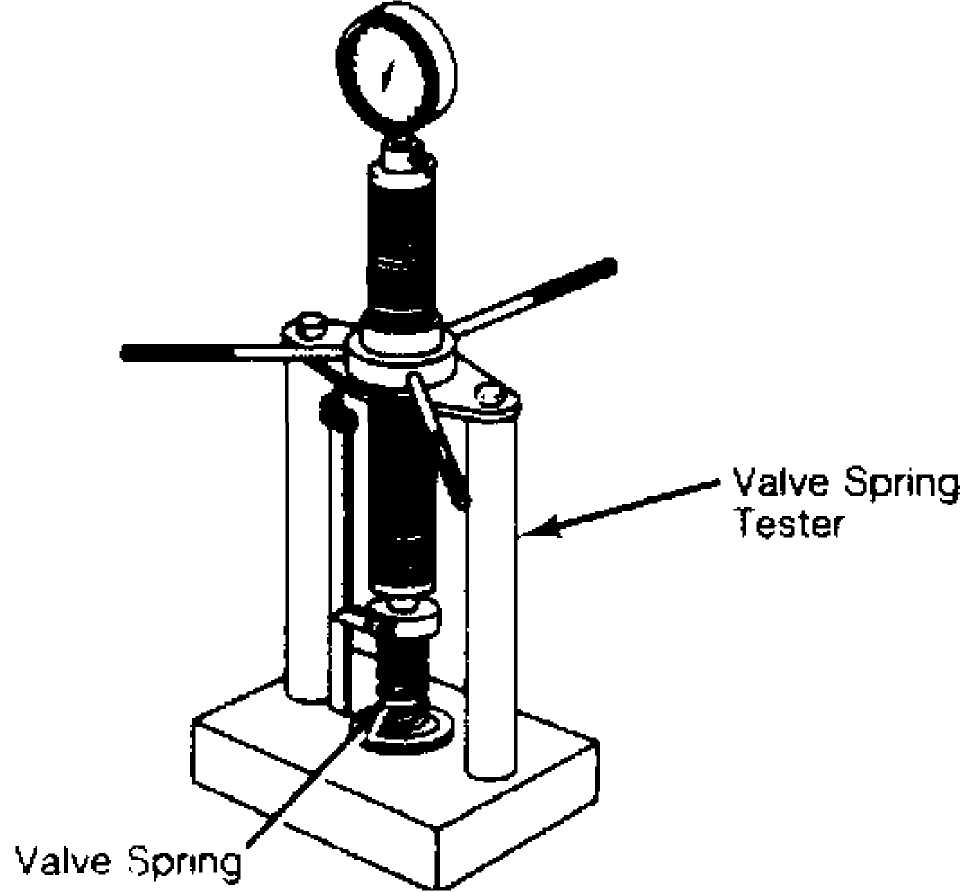
Fig. 5: Checking Valve Spring Pressure - Typical This Graphic For General Information Only
VALVE GUIDE
Measuring Valve Guide Clearance
Check valve stem-to-guide clearance. Ensure valve stem diameter is within specifications. Install valve in valve guide. Install dial indicator assembly on cylinder head with tip resting against valve stem just above valve guide. See Fig. 6.
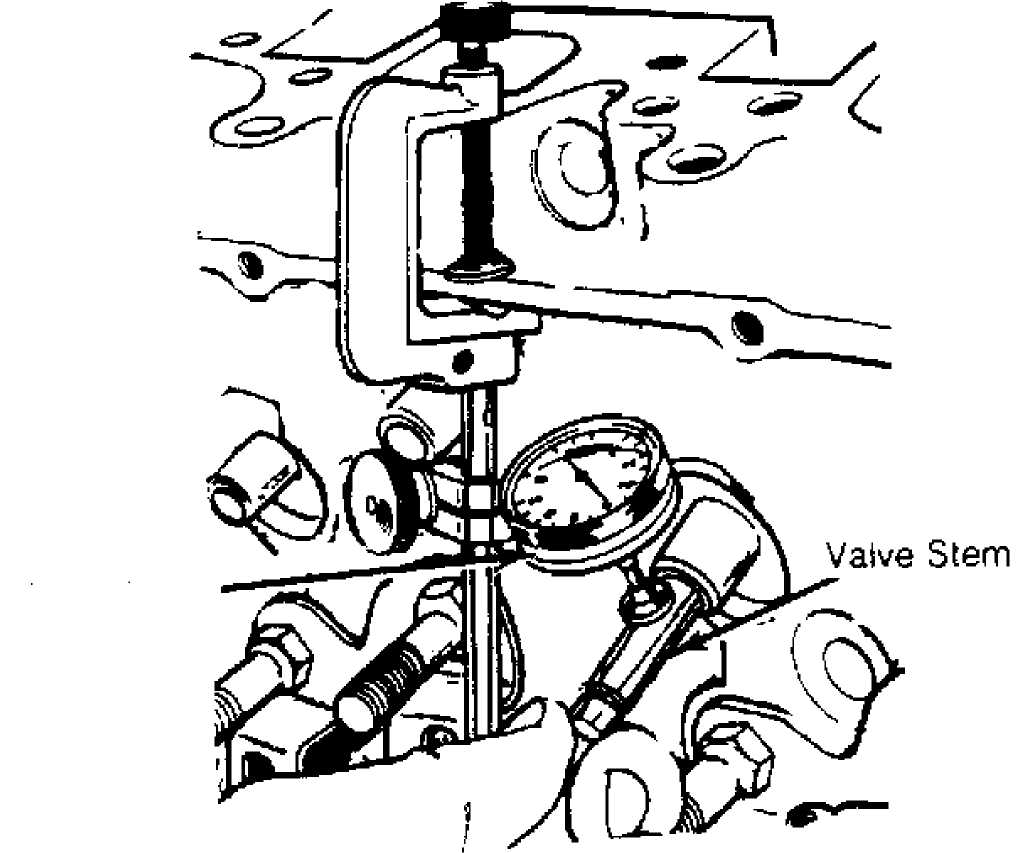
Dial indicator
Fig. 6: Measuring Valve Stem-to-Guide Clearance - Typical This Graphic For General Information Only
Lower valve approximately 1/16" below valve seat. Push valve stem against valve guide as far as possible. Adjust dial indicator to zero. Push valve stem in opposite direction and note reading. Clearance must be within specification.
If valve guide clearance exceeds specification, valves with oversize stems may be used or valve guide must be replaced. On some applications, a false guide is installed, then reamed to proper specification. Valve guide reamer set is used to ream valve guide to obtain proper clearance for new valve.
Reaming Valve Guide
Select proper reamer for valve stem. Reamer must be of proper length to provide clean cut through entire length of valve guide. Install reamer in valve guide and rotate to cut valve guide. See Fig. 7.
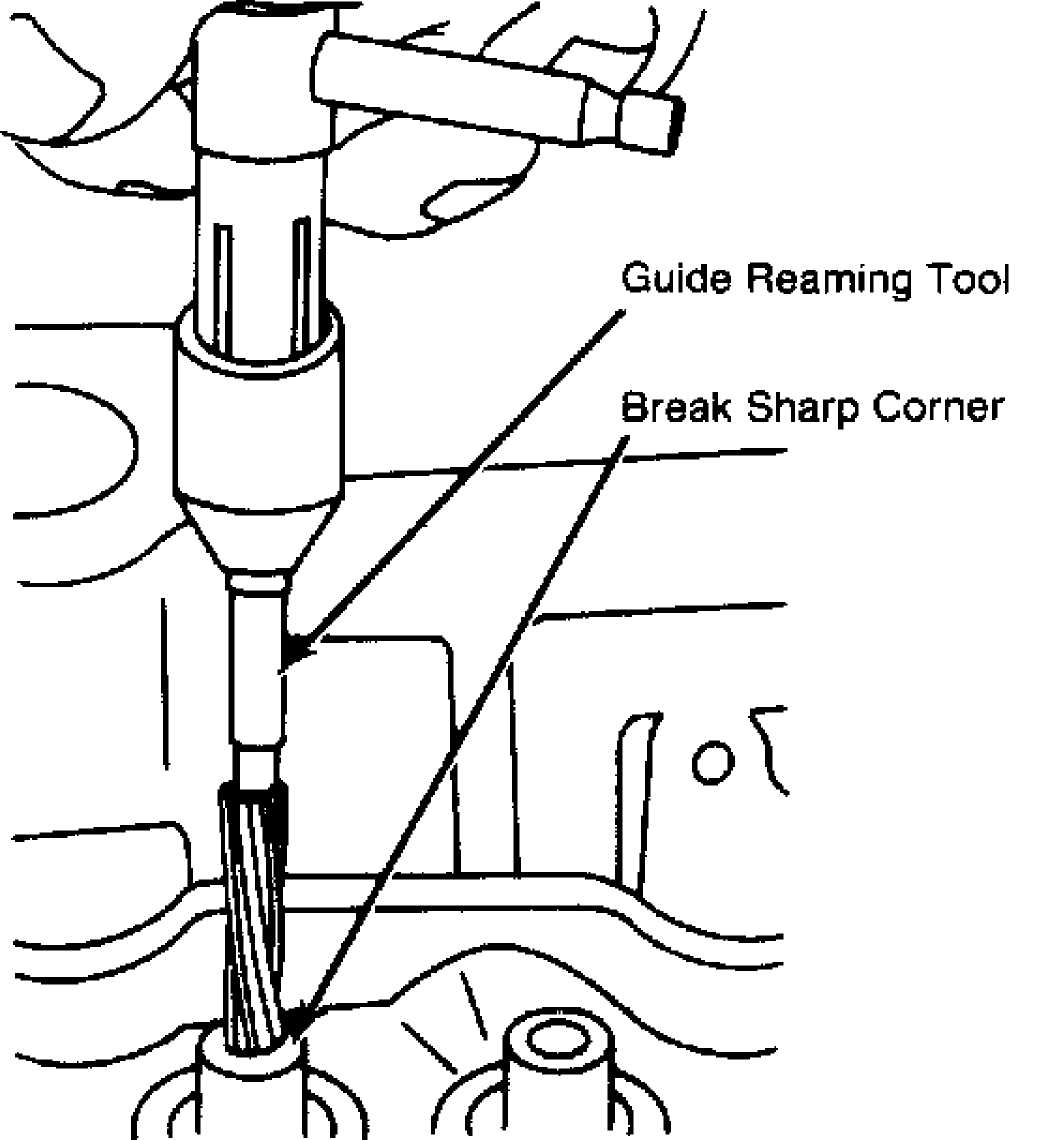
Fig. 7: Reaming Valve Guides - Typical This Graphic For General Information Only
Replacing Valve Guide
Replace valve guide if clearance exceeds specification. Valve guides are either pressed, hammered or shrunk in place, depending upon
cylinder head design and type of metal used.
Remove valve guide from cylinder head by pressing or tapping on a stepped drift. See Fig. 8. Once valve guide is installed, distance from cylinder head to top of valve guide must be checked. This distance must be within specification.
Aluminum heads are often heated before installing valve guide. Guide is sometimes chilled in dry ice before installation. Combination of a heated head and chilled guide insures a tight guide fit upon assembly. The new guide must be reamed to specification.
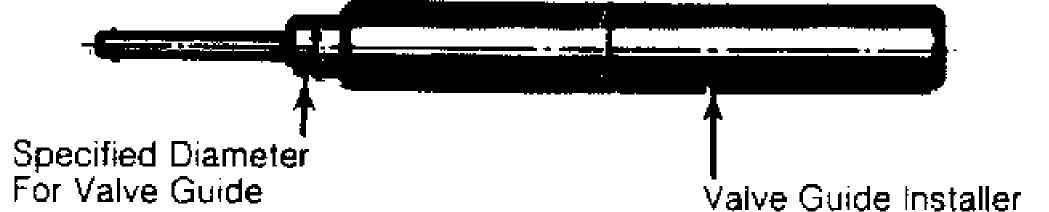
Fig. 8: Typical Valve Guide Remover & Installer This Graphic For General Information Only
VALVES & VALVE SEATS
Valve Grinding
Valve stem O.D. should be measured in several areas to indicate amount of wear. Replace valve if not within specification. Valve margin area should be measured to ensure that valve can be grounded. See Fig. 9.
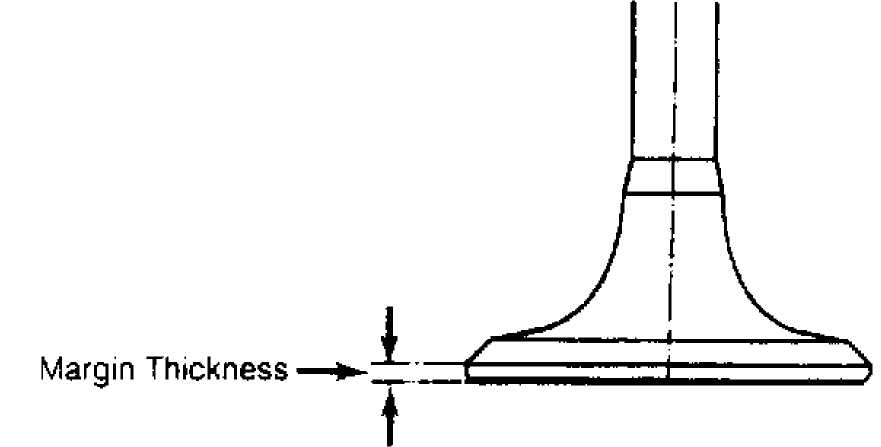
Fig. 9: Measuring Valve Head Margin - Typical This Graphic For General Information Only
If valve margin is less than specification, this will burn the valves. Valve must be replaced. Due to minimum margin dimensions
during manufacture, some new type valves cannot be reground.
Resurface valve on proper angle specification using valve grinding machine. Follow manufacturerÆs instructions for valve grinding machine. Specifications may indicate a different valve face angle than seat angle.
Measure valve margin after grinding. Replace valve if not within specification. Valve stem tip can be refinished using valve grinding machine.
Valve Lapping
During valve lapping of recent designed valves, be sure to follow manufacturers recommendations. Surface hardening and materials used with some valves do not permit lapping. Lapping process will remove excessive amounts of the hardened surface.
Valve lapping is done to ensure adequate sealing between valve face and seat. Use either a hand drill or lapping stick with suction cup attached.
Moisten and attach suction cup to valve. Lubricate valve stem and guide. Apply a thin coat of fine valve grinding compound between valve and seat. Rotate lapping tool between the palms or with hand drill.
Lift valve upward off the seat and change position often. This is done to prevent grooving of valve seat. Lap valve until a smooth polished seat is obtained. Thoroughly clean grinding compound from components. Valve to valve seat concentricity should be checked. See VALVE SEAT CONCENTRICITY.
CAUTION: Valve guides must be in good condition and free of carbon
deposits prior to valve seat grinding. Some engines contain an induction hardened valve seat. Excessive material removal will damage valve seats.
Valve Seat Grinding
Select coarse stone of correct size and angle for seat to be ground. Ensure stone is true and has a smooth surface. Select correct size pilot for valve guide dimension. Install pilot in valve guide. Lightly lubricate pilot shaft. Install stone on pilot. Move stone off and on the seat approximately 2 times per second during grinding operation.
Select a fine stone to finish grinding operation. Grinding stones with 30 and 60 degree angles are used to center and narrow the valve seat as required. See Fig. 10.
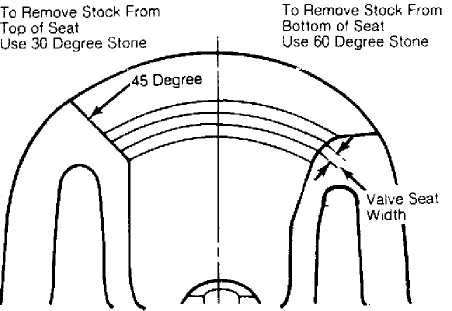
Fig. 10: Adjusting Valve Seat Width - Typical This Graphic For General Information Only
Valve Seat Replacement
Replacement of valve seat inserts is done by cutting out
the old insert and machining an oversize insert bore. Replacement oversize insert is usually chilled and the cylinder head is sometimes warmed. Valve seat is pressed into the head. This operation requires specialized machine shop equipment.
Valve Seat Concentricity
Using dial gauge, install gauge pilot in valve guide. Position gauge arm on the valve seat. Adjust dial indicator to zero. Rotate arm 360 degrees and note reading. Runout should not exceed specification.
To check valve-to-valve seat concentricity, coat valve face lightly with Prussian Blue dye. Install valve and rotate it on valve seat. If pattern is even and entire seat is coated at valve contact point, valve is concentric with the seat.
REASSEMBLY
Valve Stem Installed Height
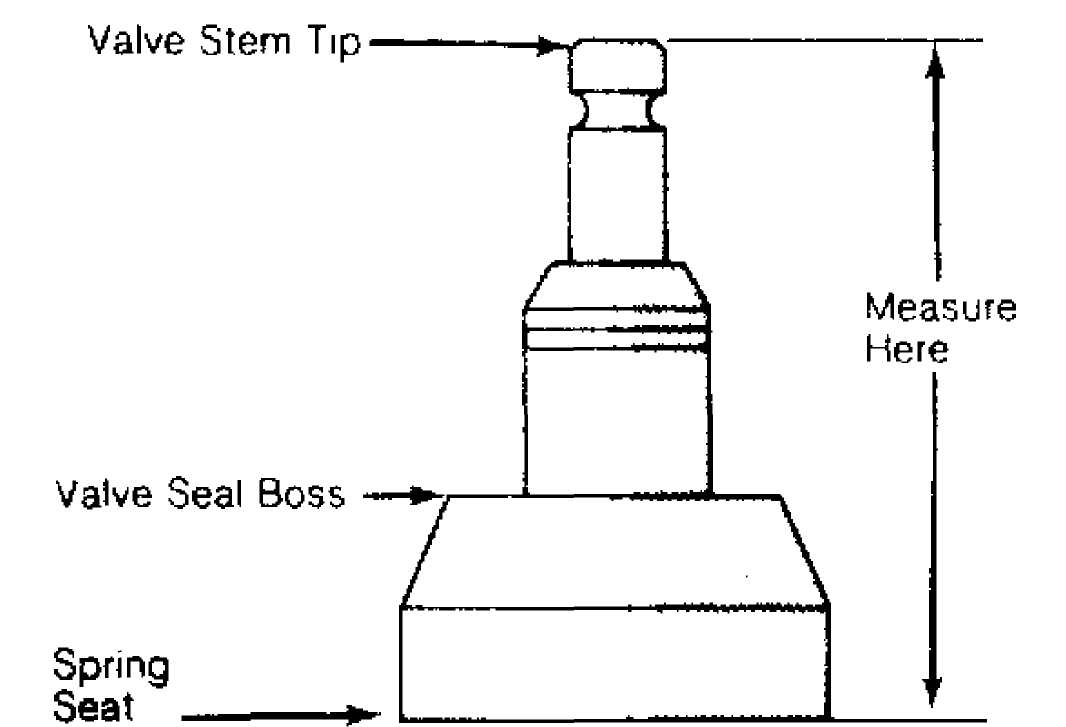
Fig. 11: Measuring Valve Stem Installed Height - Typical This Graphic For General Information Only
Remove valve and grind valve stem tip if height exceeds specification. Valve tips are surface hardened. DO NOT remove more
Valve stem installed height must be checked when new valves are installed or when valves or valve seats have been ground. Install valve in valve guide. Measure distance from tip of valve stem to spring seat. See Fig. 11. Distance must be within specifications.
than .010" (.25 mm) from tip. Chamfer sharp edge of reground valve tip. Recheck valve stem installed height.
VALVE STEM OIL SEALS
Valve stem oil seals must be installed on valve stem. See Fig. 2. Seals are needed due to pressure differential at the ends of valve guides. Atmospheric pressure above intake guide, combined with manifold vacuum below guide, causes oil to be drawn into the cylinder.
Exhaust guides also have pressure differential created by exhaust gas flowing past the guide, creating a low pressure area. This low pressure area draws oil into the exhaust system.
Replacement (On Vehicle)
Mark rocker arm or overhead cam components for location. Remove rocker arm components or overhead cam components. Components must be installed in original location. Remove spark plugs. Valve stem oil seals may be replaced by holding valves against seats using air pressure.
Air pressure must be installed in cylinder using an adapter for spark plug hole. An adapter can be constructed by welding air hose connection to spark plug body with porcelain removed.
Install adapter in spark plug hole. Apply a minimum of 140 psi (9.8 kg/cm) to adapter. Air pressure should hold valve closed. If air pressure does not hold valve closed, check for damaged or bent valve. Cylinder head must be removed for service.
Using valve spring compressor, compress valve springs. Remove valve locks. Carefully release spring compressor. Remove retainer or rotator and valve spring. Remove valve stem oil seal.
If oversized valves have been installed, oversized oil seals must be used. Coat valve stem with engine oil. Install protective sleeve over end of valve stem. Install new oil seal over valve stem and seat on valve guide. Remove protective sleeve. Install spring seat, valve spring and retainer or rotator. Compress spring and install valve locks. Remove spring compressor. Ensure valve locks are fully seated.
Install rocker arms or overhead cam components. Tighten all bolts to specification. Adjust valves if required. Remove adapter. Install spark plugs, valve cover and gasket.
VALVE SPRING INSTALLED HEIGHT
Valve spring installed height should be checked during reassembly. Measure height from lower edge of valve spring to the upper edge. DO NOT include valve spring seat or retainer. Distance must be within specifications. If valves and/or seats have been ground, a valve spring shim may be required to correct spring height. See Fig. 12.
 Spring Retainer Spring Seat
Spring Retainer Spring Seat
Fig. 12: Measuring Valve Spring Installed Height - Typical This Graphic For General Information Only
ROCKER ARMS & ASSEMBLIES
Rocker Studs
Rocker studs are either threaded or pressed in place.
Threaded studs are removed by locking 2 nuts on the stud. Unscrew the stud by turning the jam nut. Coat the stud threads with Loctite and install. Tighten to specification.
Pressed in stud can be removed using a stud puller. Ream the stud bore to proper specification and press in a new oversize stud. Pressed in studs are often replaced by cutting threads in the stud bore to accept a threaded stud.
Rocker Arms & Shafts
Mark rocker arms for location. Remove rocker arm retaining bolts. Remove rocker arms. Inspect rocker arms, shafts, bushings and pivot balls (if equipped) for excessive wear. Inspect rocker arms for wear in valve stem contact area. Measure rocker arm bushing I.D. Replace bushings if excessively worn.
The rocker arm valve stem contact point can be reground, using special fixture for valve grinding machine. Remove minimum amount of material as possible. Ensure all oil passages are clear. Install rocker arms in original locations. Ensure rocker arm is properly seated in push rod. Tighten bolts to specification. Adjust valves if required. See VALVE ADJUSTMENT in this article.
Pushrods
Remove rocker arms. Mark push rods for location. Remove push rods. Push rods can be steel or aluminum, solid or hollow. Hollow pushrods must be internally cleaned to ensure oil passage to the rocker arms is cleaned. Check the pushrod for damage, such as loose ends on steel tipped aluminum types.
Check push rod for straightness. Roll push rod on a flat surface. Using feeler gauge, check clearance at center. Replace push rod if bent. The push rod can also be supported at each end and rotated. A dial indicator is used to detect bends in the push rod.
Lubricate ends of push rod and install push rod in original location. Ensure push rod is properly seated in lifter. Install rocker arm. Tighten bolts to specification. Adjust valves if required. See VALVE ADJUSTMENT in this article.
LIFTERS
Hydraulic Lifters
Before replacing a hydraulic lifter for noisy operation, ensure noise is not caused by worn rocker arms or valve tips. Hydraulic lifter assemblies must be installed in original locations. Remove the rocker arm assembly and push rod. Mark components for location. Some applications require intake manifold, or lifter cover removal. Remove lifter retainer plate (if used). To remove lifters, use a hydraulic lifter remover or magnet. Different type lifters are used. See Fig. 13.
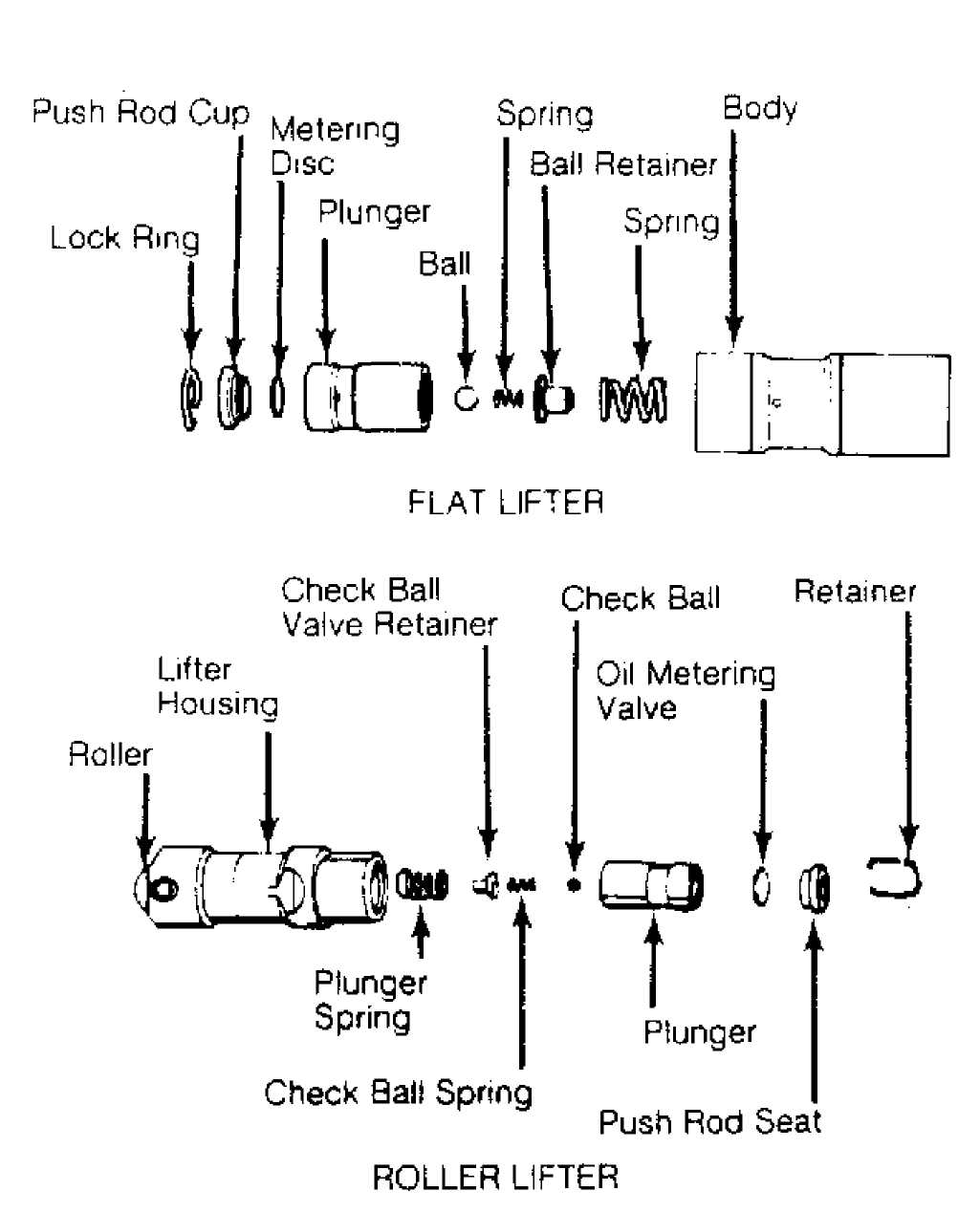
Fig. 13: Typical Hydraulic Valve Lifter Assemblies - Typical This Graphic For General Information Only
On sticking lifters, disassemble and clean lifter. DO NOT mix lifter components or positions. Parts are select-fitted and are not
interchangeable. Inspect all components for wear. Note amount of wear in lifter body-to-camshaft contact area. Surface must have smooth and convex contact face. If wear is apparent, carefully inspect cam lobe.
Inspect push rod contact area and lifter body for scoring or signs of wear. If body is scored, inspect lifter bore for damage and lack of lubrication. On roller type lifters, inspect roller for flaking, pitting, loss of needle bearings and roughness during rotation.
Measure lifter body O.D. in several areas. Measure lifter bore I.D. of cylinder block. Some models offer oversized lifters. Replace lifter if damaged.
If lifter check valve is not operating, obstructions may be preventing it from closing or valve spring may be broken. Clean or replace components as necessary.
Check plunger operation. Plunger should drop to bottom of the body by its own weight when assembled dry. If plunger is not free, soak lifter in solvent to dissolve deposits.
Lifter leak-down test can be performed on lifter. Lifter must be filled with special test oil. New lifters contain special test oil. Using lifter leak-down tester, perform leak-down test following manufacturerÆs instructions. If leak-down time is not within specifications, replace lifter assembly.
Lifters should be soaked in clean engine oil several hours prior to installation. Coat lifter base, roller (if equipped) and lifter body with ample amount of Molykote or camshaft lubricant. See Fig. 13. Install lifter in original location. Install remaining components. Valve lash adjustment is not required on most hydraulic lifters. Preload of hydraulic lifter is automatic. Some models may require adjustment.
Mechanical Lifters
Lifter assemblies must be installed in original locations. Remove rocker arm assembly and push rod. Mark components for location. Some applications require intake manifold or lifter cover removal. Remove lifter retainer plate (if used). To remove lifters, use lifter remover or magnet.
Inspect push rod contact area and lifter body for scoring or signs of wear. If body is scored, inspect lifter bore for damage and lack of lubrication. Note amount of wear in lifter body-to-camshaft contact area. Surface must have smooth and convex contact face. If wear is apparent, carefully inspect cam lobe.
Coat lifter base, roller (if equipped) and lifter body with ample amount of Molykote or camshaft lubricant. Install lifter in original location. Install remaining components. Tighten bolts to specification. Adjust valves. See VALVE ADJUSTMENT in this article.
PISTONS, CONNECTING RODS & BEARINGS
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the
ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
RIDGE REMOVAL
Ridge in cylinder wall must be removed prior to piston removal. Failure to remove ridge prior to removing pistons will cause piston damage in piston ring locations.
With the piston at bottom dead center, place a rag in the bore to trap metal chips. Install ridge reamer in cylinder bore. Adjust ridge reamer using manufacturerÆs instructions. Remove ridge
using ridge reamer. DO NOT remove an excessive amount of material. Ensure ridge is completely removed.
PISTON & CONNECTING ROD REMOVAL
Note top of piston. Some pistons may contain a notch, arrow or be marked "FRONT". Piston must be installed in proper direction to prevent damage with valve operation.
Check that connecting rod and cap are numbered for cylinder location and which side of cylinder block the number faces. Proper cap and connecting rod must be installed together. Connecting rod cap must be installed on connecting rod in proper direction to ensure bearing lock procedure. Mark connecting rod and cap if necessary. Pistons must be installed in original location.
Remove cap retaining nuts or bolts. Remove bearing cap. Install stud protectors on connecting rod bolts. This protects cylinder walls from scoring during removal. Ensure proper removal of ridge. Push piston and connecting rod from cylinder. Connecting rod boss can be tapped with a wooden dowel or hammer handle to aid in removal.
PISTON & CONNECTING ROD
Disassembly
Using ring expander, remove piston rings. Remove piston pin retaining rings (if equipped). On pressed type piston pins, special fixtures and procedures according to manufacturer must be used to remove piston pins. Follow manufacturerÆs recommendations to avoid piston distortion or breakage.
Cleaning
Remove all carbon and varnish from piston. Pistons and connecting rods may be cleaned in cold type chemical tank. Using ring groove cleaner, clean all deposits from ring grooves. Ensure all deposits are cleaned from ring grooves to prevent ring breakage or sticking. DO NOT attempt to clean pistons using wire brush.
Inspection
Inspect pistons for nicks, scoring, cracks or damage in ring areas. Connecting rod should be checked for cracks using Magnaflux procedure. Piston diameter must be measured in manufacturers specified area.
Using telescopic gauge and micrometer, measure piston pin bore of piston in 2 areas, 90 degrees apart. This is done to check diameter and out-of-round.
Install proper bearing cap on connecting rod. Ensure bearing cap is installed in proper location. Tighten bolts or nuts to specification. Using inside micrometer, measure inside diameter in 2 areas, 90 degrees apart.
Connecting rod I.D. and out-of-round must be within
specification. Measure piston pin bore I.D. and piston pin O.D. All components must be within specification. Subtract piston pin diameter from piston pin bore in piston and connecting rod to determine proper fit.
Connecting rod length must be measured from center of crankshaft journal inside diameter to center of piston pin bushing using proper caliper. Connecting rods must be the same length. Connecting rods should be checked on an alignment fixture for bent or twisted condition. Replace all components which are damaged or not within specification.
PISTON & CYLINDER BORE FIT
Ensure cylinder is checked for taper, out-of-round and properly honed prior to checking piston and cylinder bore fit. See CYLINDER BLOCK in this article. Using dial bore gauge, measure cylinder bore. Measure piston at right angle to piston pin in center of piston skirt area. Subtract piston diameter from cylinder bore diameter. The difference is piston-to-cylinder clearance. Clearance must be within specification. Mark piston for proper cylinder location.
ASSEMBLING PISTON & CONNECTING ROD
Install proper fitted piston on connecting rod for proper cylinder. Ensure piston marking on top of piston marked is in correspondence with connecting rod and cap number. See Fig. 14.
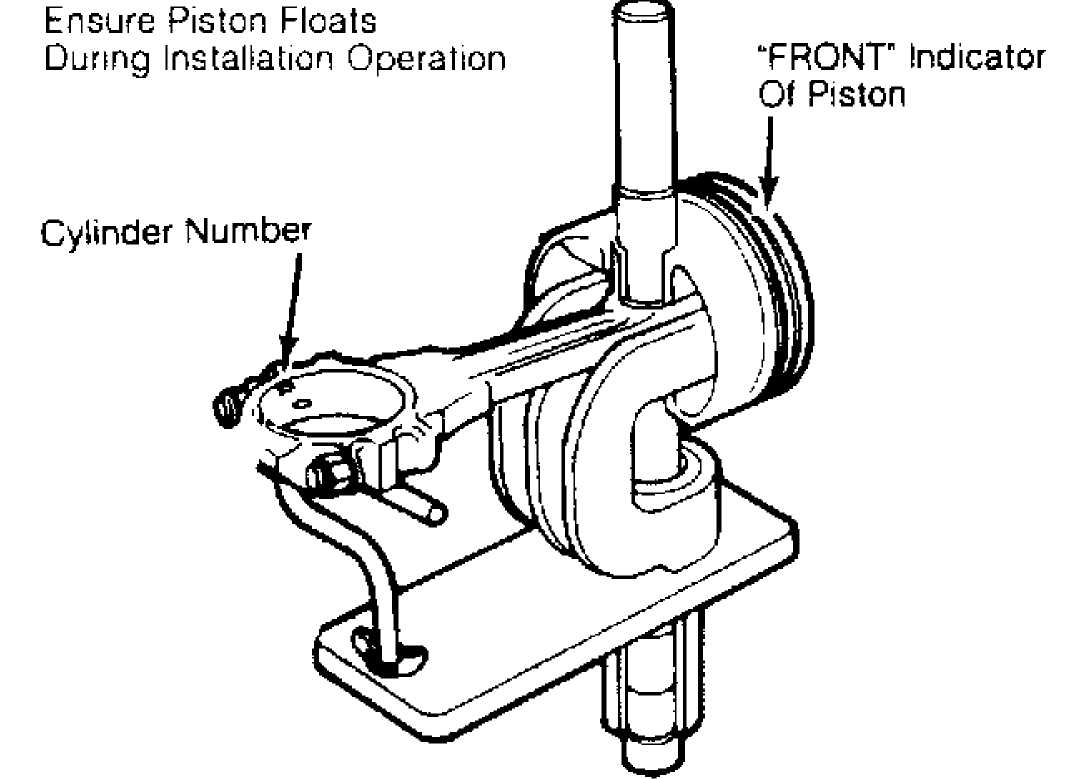
Fig. 14: Piston Pin Installation - Typical This Graphic For General Information Only
Lubricate piston pin and install in connecting rod. Ensure piston pin retainers are fully seated (if equipped). On pressed type piston pins, follow manufacturerÆs recommended procedure to avoid distortion or breakage.
CHECKING PISTON RING CLEARANCES
Piston rings must be checked for side clearance and end gap. To check end gap, install piston ring in cylinder which it is to be installed. Using an inverted piston, push ring to bottom of cylinder in smallest cylinder diameter.
Using feeler gauge, check ring end gap. See Fig. 15. Piston ring end gap must be within specification. Ring breakage will occur with insufficient ring end gap.
On some manufacturers, insufficient ring end gap may be corrected by using a fine file while other manufacturers recommend using another ring set. Mark rings for proper cylinder installation after checking end gap.
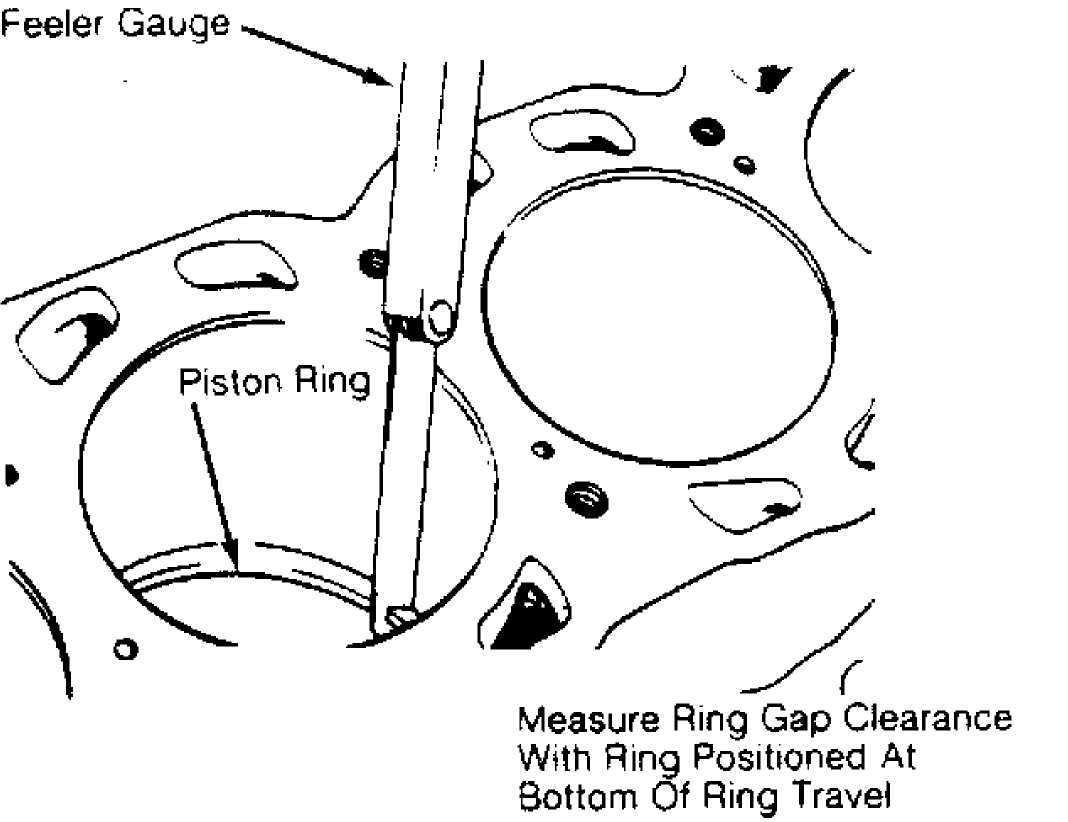
Fig. 15: Checking Piston Ring End Gap - Typical This Graphic For General Information Only
For checking side clearance, install rings on piston. Using feeler gauge, measure clearance between piston ring and piston ring land. Check side clearance in several areas around piston. Side clearance must be within specification.
If side clearance is excessive, piston ring grooves can be machined to accept oversized piston rings (if available). Normal practice is to replace piston.
PISTON & CONNECTING ROD INSTALLATION
Cylinders must be honed prior to piston installation. See CYLINDER HONING under CYLINDER BLOCK in this article.
Install upper connecting rod bearings. Lubricate upper bearings with engine oil. Install lower bearings in rod caps. Ensure bearing tabs are properly seated. Position piston ring gaps according to manufacturers recommendations. See Fig. 16. Lubricate pistons, rings and cylinder walls.
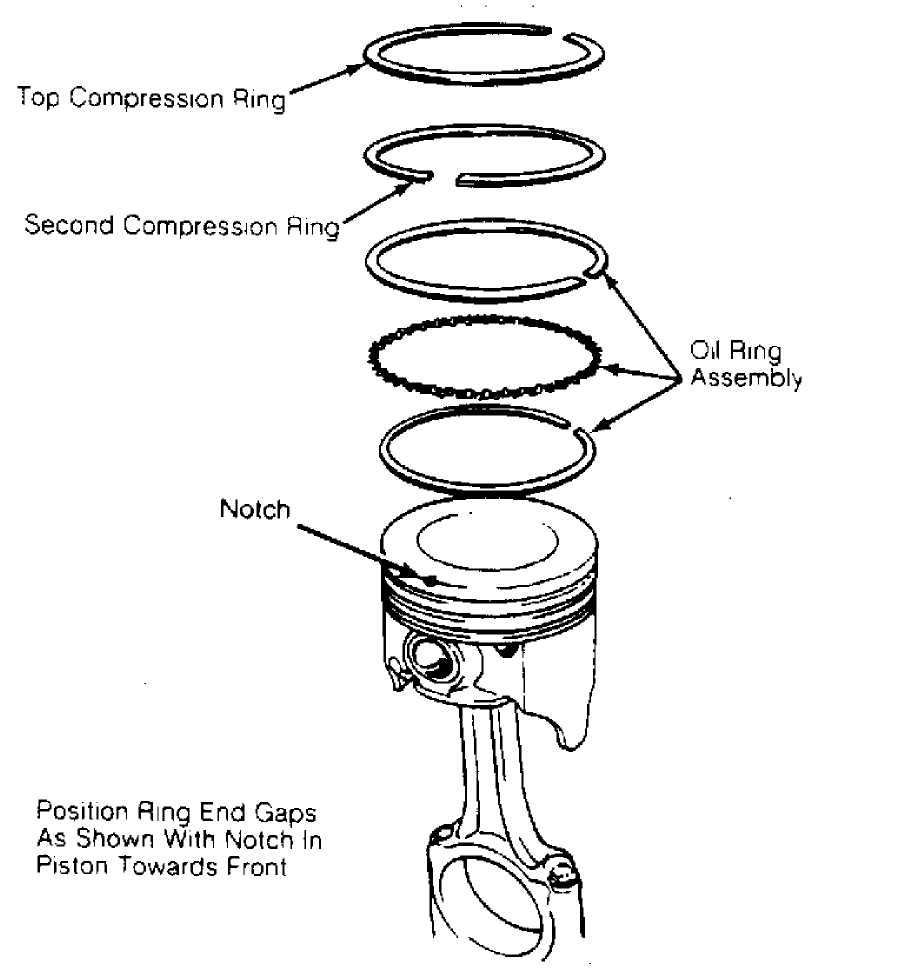
Fig. 16: Typical Piston Ring End Gap Positioning - Typical This Graphic For General Information Only
Install ring compressor. Use care not to rotate piston rings. Compress rings with ring compressor. Install plastic tubing protectors
over connecting rod bolts. Install piston and connecting rod assembly. Ensure piston notch, arrow or "FRONT" mark is toward front of engine. See Fig. 17.
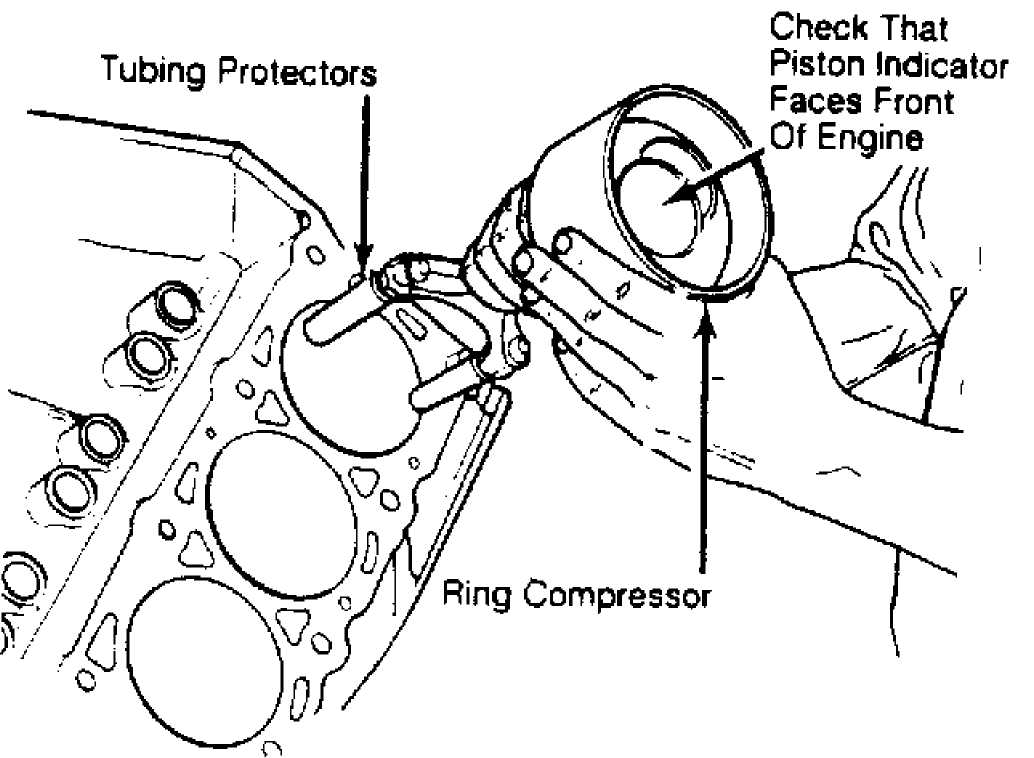
Fig. 17: Installing Piston & Connecting Rod Assembly - Typical This Graphic For General Information Only
Carefully tap piston into cylinder until rod bearing is seated on crankshaft journal. Remove protectors. Install rod cap and bearing. Lightly tighten connecting rod bolts. Repeat procedure for remaining cylinders. Check bearing clearance. See MAIN & CONNECTING ROD BEARING CLEARANCE in this article.
Once clearance is checked, lubricate journals and bearings. Install bearing caps. Ensure marks are aligned on connecting rod and cap. Tighten rod nuts or bolts to specification. Ensure rod moves freely on crankshaft. Check connecting rod side clearance. See CONNECTING ROD SIDE CLEARANCE in this article.
CONNECTING ROD SIDE CLEARANCE
Position connecting rod toward one side of crankshaft as far as possible. Using feeler gauge, measure clearance between side of connecting rod and crankshaft. See Fig. 18. Clearance must be within specifications.
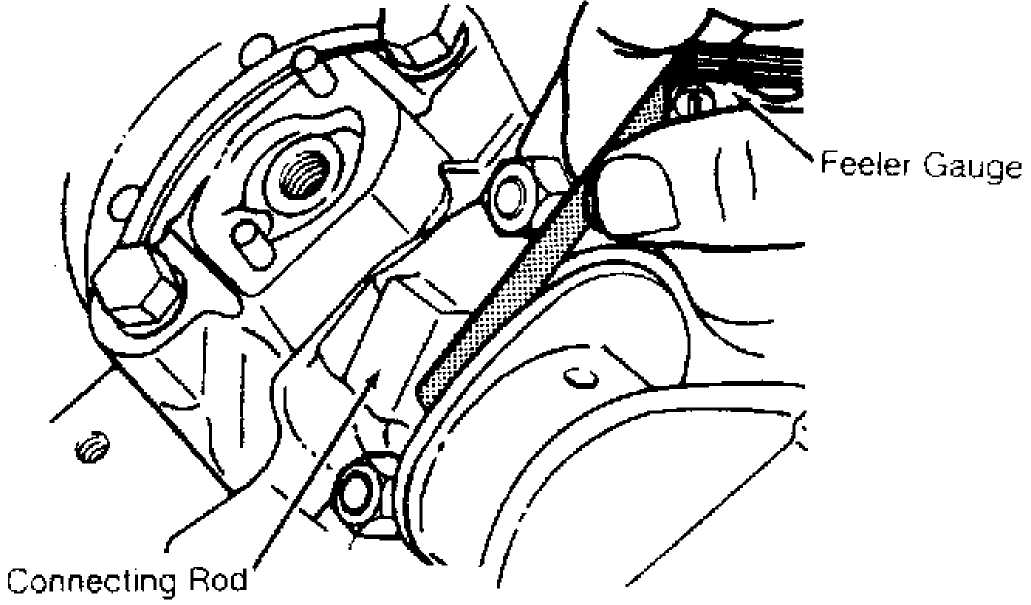
Fig. 18: Measuring Connecting Rod Side Clearance - Typical This Graphic For General Information Only
Check for improper bearing installation, wrong bearing cap or insufficient bearing clearance if side clearance is insufficient. Connecting rod may require machining to obtain proper clearance. Excessive clearance usually indicates excessive wear at crankshaft. Crankshaft must be repaired or replaced.
MAIN & CONNECTING ROD BEARING CLEARANCE
Plastigage Method
Plastigage method may be used to determine bearing clearance. Plastigage can be used with an engine in service or during reassembly. Plastigage material is oil soluble.
Ensure journals and bearings are free of oil or solvent. Oil or solvent will dissolve material and false reading will be obtained. Install small piece of Plastigage along full length of bearing journal. Install bearing cap in original location. Tighten bolts to specification.
CAUTION: DO NOT rotate crankshaft while Plastigage is installed. Bearing clearance will not be obtained if crankshaft is rotated.
Remove bearing cap. Compare Plastigage width with scale on Plastigage container to determine bearing clearance. See Fig. 19. Rotate crankshaft 90 degrees. Repeat procedure. this is done to check journal eccentricity. This procedure can be used to check oil clearance on both connecting rod and main bearings.
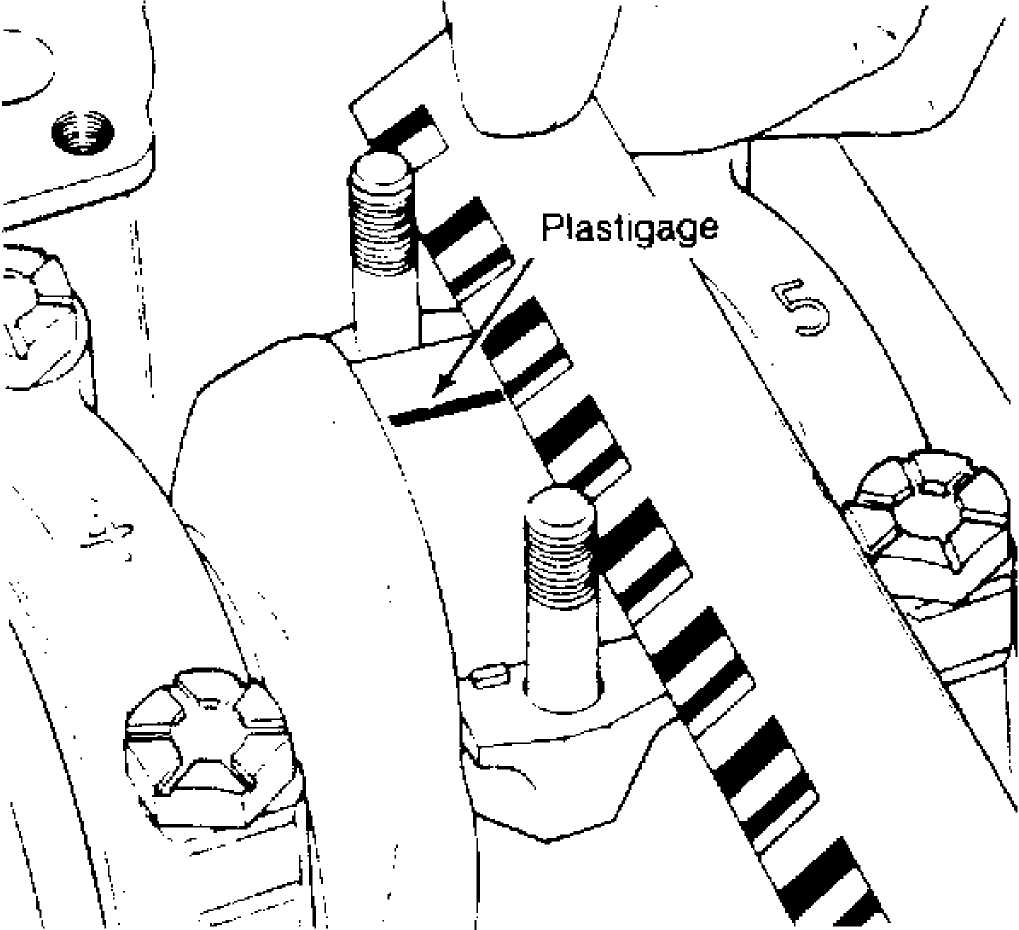
Fig. 19: Measuring Bearing Clearance - Typical This Graphic For General Information Only
Micrometer & Telescopic Gauge Method
A micrometer is used to determine journal diameter, taper and out-of-round dimensions of the crankshaft. See CLEANING & INSPECTION under CRANKSHAFT & MAIN BEARINGS in this article.
With crankshaft removed, install bearings and caps in
original location on cylinder block. Tighten bolts to specification. On connecting rods, install bearings and caps on connecting rods. Install proper connecting rod cap on corresponding rod. Ensure bearing cap is installed in original location. Tighten bolts to specification.
Using a telescopic gauge and micrometer or inside micrometer measure inside diameter of connecting rod and main bearings bores. Subtract each crankshaft journal diameter from the corresponding inside bore diameter. This is the bearing clearance.
CRANKSHAFT & MAIN BEARINGS
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the
ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
REMOVAL
Ensure all main bearing caps are marked for location on cylinder block. Some main bearing caps have an arrow stamped on it which must face front of engine. Remove main bearing cap bolts. Remove main bearing caps. Carefully remove crankshaft. Use care not to bind crankshaft in cylinder block during removal.
CLEANING & INSPECTION
Thoroughly clean crankshaft using solvent. Dry with
compressed air. Ensure all oil passages are clear and free of sludge, rust, dirt, and metal chips.
Inspect crankshaft for scoring and nicks. Inspect crankshaft for cracks using Magnaflux procedure. Inspect rear seal area for grooving or damage. Inspect bolt hole threads for damage. If pilot bearing or bushing is used, check pilot bearing or bushing fit in crankshaft. Inspect crankshaft gear for damaged or cracked teeth. Replace gear if damaged. Check that oil passage plugs are tight (if equipped).
Using micrometer, measure all journals in 4 areas to determine journal taper, out-of-round and undersize. See Fig. 20. Some crankshafts can be reground to the next largest undersize, depending on the amount of wear or damage. Crankshafts with rolled fillet cannot be reground and must be replaced.
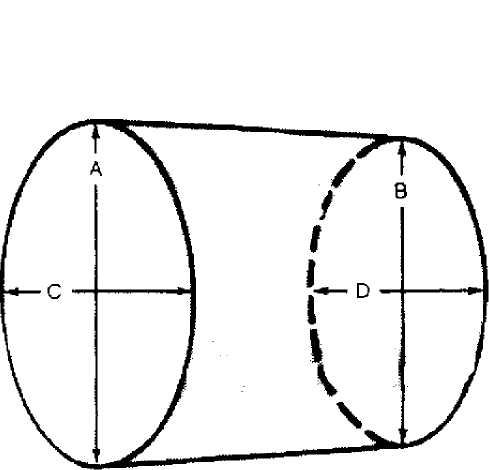
A - ąÆ = Vertical Taper ąĪ - D = Horizontal Taper A-C&B-D = Out-Of-Round
Check For Out-Of-Round At Each End Of Journal
Fig. 20: Measuring Crankshaft Journal - Typical This Graphic For General Information Only
Crankshaft journal runout should be checked. Install crankshaft in "V" blocks or bench center. Position dial indicator
with tip resting on the main bearing journal area. See Fig. 21. Rotate crankshaft and note reading. Journal runout must not exceed specification. Repeat procedure on all main bearing journals. Crankshaft must be replaced if runout exceeds specification.
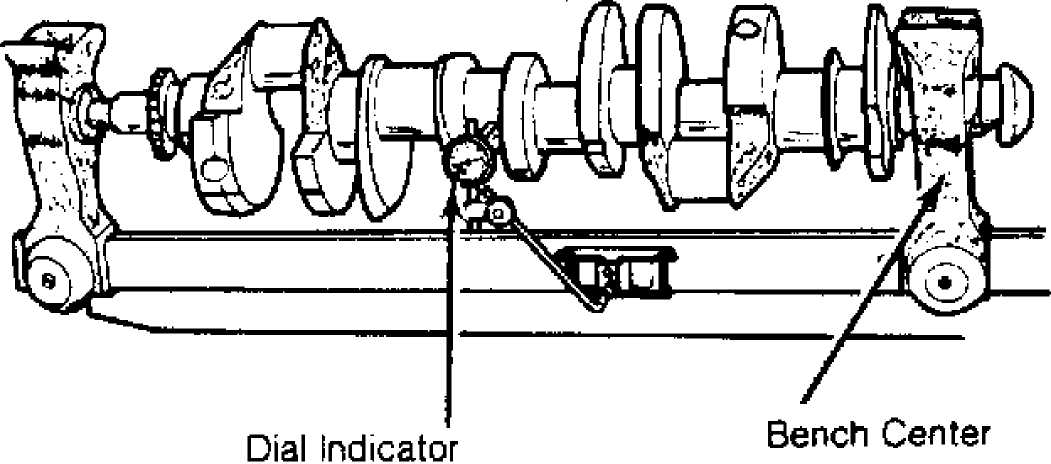
Fig. 21: Measuring Crankshaft Main Bearing Journal Runout - Typical This Graphic For General Information Only
INSTALLATION
Install upper main bearing in cylinder block. Ensure lock tab is properly located in cylinder block. Install bearings in main bearing caps. Ensure all oil passages are aligned. Install rear seal (if removed).
Ensure crankshaft journals are clean. Lubricate upper main bearings with clean engine oil. Carefully install crankshaft. Check each main bearing clearance using Plastigage method. See MAIN & CONNECTING ROD BEARING CLEARANCE in this article.
Once clearance is checked, lubricate lower main bearing and journals. Install main bearing caps in original location. Install rear seal in rear main bearing cap (if removed). Some rear main bearing caps require sealant to be applied in corners to prevent oil leakage.
Install and tighten all bolts except thrust bearing cap to specification. Tighten thrust bearing cap bolts finger tight only. Thrust bearing must be aligned. On most applications, crankshaft must be moved rearward then forward. Procedure may vary with manufacturer. Thrust bearing cap is then tighten to specification. Ensure crankshaft rotates freely. Crankshaft end play should be checked. See CRANKSHAFT END PLAY in this article.
CRANKSHAFT END PLAY
Dial Indicator Method
Crankshaft end play can be checked using dial indicator. Mount dial indicator on rear of cylinder block. Position dial indicator tip against rear of crankshaft. Ensure tip is resting against flat surface.
Pry crankshaft rearward. Adjust dial indicator to zero.
Pry crankshaft forward and note reading. Crankshaft end play must be within specification. If end play is not within specification, check for faulty thrust bearing installation or worn crankshaft. Some applications offer oversized thrust bearings.
Feeler Gauge Method
Crankshaft end play can be checked using feeler gauge. Pry crankshaft rearward. Pry crankshaft forward. Using feeler gauge, measure clearance between crankshaft and thrust bearing surface. See Fig. 22.

Feeler Gauge
Fig. 22: Checking Crankshaft End Play - Typical This Graphic For General Information Only
Crankshaft end play must be within specification. If end play is not within specification, check for faulty thrust bearing installation or worn crankshaft. Some applications offer oversized thrust bearings.
CYLINDER BLOCK
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
BLOCK CLEANING
Only cast cylinder blocks should be hot tank cleaned. Aluminum cylinder blocks should be cleaned using cold tank method. Cylinder block is cleaned in order to remove carbon deposits, gasket residue and water jacket scale. Remove oil galley plugs, freeze plugs and cam bearings prior to block cleaning.
BLOCK INSPECTION
Visually inspect the block. Check suspected areas for cracks using the Dye Penetrant inspection method. Block may be checked for cracks using the Magnaflux method.
Cracks are most commonly found at the bottom of the
cylinders, the main bearing saddles, near expansion plugs and between the cylinders and water jackets. Inspect lifter bores for damage. Inspect all head bolt holes for damaged threads. Threads should be cleaned using tap to ensure proper head bolt torque. Consult machine shop concerning possible welding and machining (if required).
CYLINDER BORE INSPECTION
Inspect the bore for scuffing or roughness. Cylinder bore is dimensionally checked for out-of-round and taper using dial bore gauge. For determining out-of-round, measure cylinder parallel and perpendicular to the block centerline. Difference in the 2 readings is the bore out-of-round. Cylinder bore must be checked at top, middle and bottom of piston travel area.
Bore taper is obtained by measuring bore at the top and bottom. If wear has exceeded allowable limits, block must be honed or bored to next available oversize piston dimension.
CYLINDER HONING
Cylinder must be properly honed to allow new piston rings to properly seat. Cross-hatching at correct angle and depth is critical to lubrication of cylinder walls and pistons.
A flexible drive hone and power drill are commonly used. Drive hone must be lubricated during operation. Mix equal parts of kerosene and SAE 20w engine oil for lubrication.
Apply lubrication to cylinder wall. Operate cylinder hone from top to bottom of cylinder using even strokes to produce 45 degree cross-hatch pattern on the cylinder wall. DO NOT allow cylinder hone to extend below cylinder during operation.
Recheck bore dimension after final honing. Wash cylinder wall with hot soapy water to remove abrasive particles. Blow dry with compressed air. Coat cleaned cylinder walls with lubricating oil.
DECK WARPAGE
Check deck for damage or warped head sealing surface. Place a straightedge across gasket surface of the deck. Using feeler gauge, measure clearance at center of straightedge. Measure across width and
length of cylinder block at several points.
If warpage exceeds specifications, deck must be resurfaced. If warpage exceeds manufacturerÆs maximum tolerance for material removal, replace block.
DECK HEIGHT
Distance from the crankshaft centerline to the block
deck is termed the deck height. Measure and record front and rear main journals of crankshaft. To compute this distance, install crankshaft and retain with center main bearing and cap only. Measure distance from the crankshaft journal to the block deck, parallel to the cylinder centerline.
Add one half of the main bearing journal diameter to distance from crankshaft journal to block deck. This dimension should be checked at front and rear of cylinder block. Both readings should be the same.
If difference exceeds specifications, cylinder block must be repaired or replaced. Deck height and warpage should be corrected at the same time.
MAIN BEARING BORE & ALIGNMENT
For checking main bearing bore, remove all bearings from cylinder block and main bearing caps. Install main bearing caps in original location. Tighten bolts to specification. Using inside micrometer, measure main bearing bore in 2 areas 90 degrees apart. Determine bore size and out-of-round. If diameter is not within specification, block must be align-bored.
For checking alignment, place a straightedge along centerline of main bearing saddles. Check for clearance between straightedge and main bearing saddles. Block must be align-bored if clearance is present.
EXPANSION PLUG REMOVAL & INSTALLATION
Removal
Drill a hole in the center of expansion plug. Remove with screwdriver or punch. Use care not to damage sealing surface.
Installation
Ensure sealing surface is free of burrs. Coat expansion plug with sealer. Use a wooden dowel or pipe of slightly smaller diameter, install expansion plug. Ensure expansion plug is evenly located.
OIL GALLERY PLUG REMOVAL & INSTALLATION
Removal
Remove threaded oil gallery plugs using the appropriate wrench. Soft, press-in plugs are removed by drilling into plug and installing a sheet metal screw. Remove plug with slide hammer or pliers.
Installation
Ensure threads or sealing surface is clean. Coat threaded oil gallery plugs with sealer and install. Replacement soft press-in plugs are driven in place with a hammer and drift.
CAMSHAFT
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
CLEANING & INSPECTION
Clean camshaft with solvent. Ensure all oil passages are clear. Inspect cam lobes and bearing journals for pitting, flaking or scoring. Using micrometer, measure bearing journal O.D.
Support camshaft at each end with "V" blocks. Position dial indicator with tip resting on center bearing journal. Rotate camshaft and note reading. If reading exceeds specification, replace camshaft.
Check cam lobe lift by measuring base circle of camshaft using micrometer. Measure again at 90 degrees to tip of cam lobe. Cam lift can be determined by subtracting base circle diameter from tip of cam lobe measurement.
Different lift dimensions are given for intake and exhaust cam lobes. Reading must be within specifications. Replace camshaft if cam lobes or bearing journals are not within specifications.
Inspect camshaft gear for chipped, eroded or damaged teeth. Replace gear if damaged. On camshafts using thrust plate, measure distance between thrust plate and camshaft shoulder. Replace thrust plate if not within specification.
CAMSHAFT BEARINGS
Removal & Installation
Remove the camshaft rear plug. The camshaft bearing remover is assembled with its shoulder resting on the bearing to be removed according to manufacturerÆs instructions. Tighten puller nut until bearing is removed. Remove remaining bearings, leaving front and rear bearings until last. These bearings act as guide for camshaft bearing remover.
To install new bearings, puller is rearranged to pull bearings toward the center of block. Ensure all lubrication passages of bearing are aligned with cylinder block. Coat new camshaft rear plug with sealant. Install camshaft rear plug. Ensure plug is even in cylinder block.
CAMSHAFT INSTALLATION
Lubricate bearing surfaces and cam lobes with ample amount of Molykote or camshaft lubricant. Carefully install camshaft. Use care not to damage bearing journals during installation. Install thrust plate retaining bolts (if equipped). Tighten bolts to specification. On overhead camshafts, install bearing caps in original location. Tighten bolts to specification. Check end play.
CAMSHAFT END PLAY
Using dial indicator, check end play. Position dial indicator on front of engine block. Position indicator tip against camshaft. Push camshaft toward rear of engine and adjust indicator to zero.
Move camshaft forward and note reading. Camshaft end play must be within specification. End play may be adjusted by relocating gear, shimming thrust plate or replacing thrust plate depending on manufacturer.
TIMING CHAINS & BELTS
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
TIMING CHAINS
Timing chains will stretch during operation. Limits are placed upon amount of stretch before replacement is required. Timing chain stretch will alter ignition timing and valve timing.
To check timing chain stretch, rotate crankshaft to eliminate slack from one side of timing chain. Mark reference point on cylinder block. Rotate crankshaft in opposite direction to eliminate slack from remaining side of timing chain. Force other side of chain outward and measure distance between reference point and timing chain. See Fig. 23. Replace timing chain and gears if not within specification.
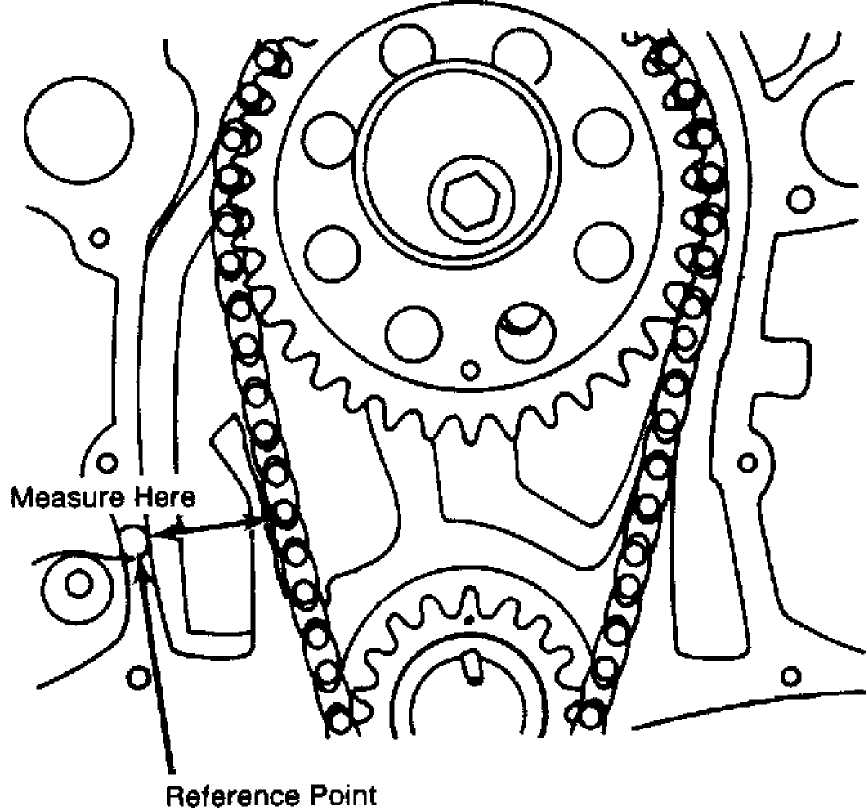
Fig. 23: Measuring Timing Chain Stretch - Typical This Graphic For General Information Only
Timing chains must be installed so that timing marks on camshaft gear and crankshaft gear are aligned according to
manufacturer. See Fig. 24.
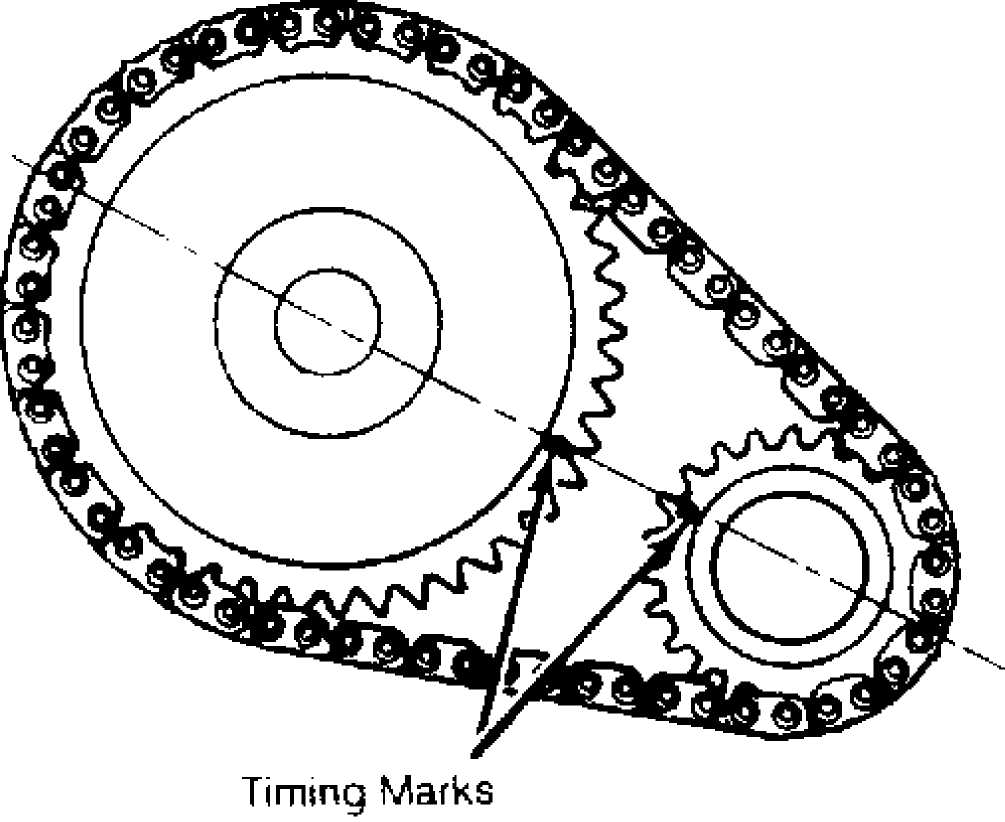
Fig. 24: Timing Gear Mark Alignment - Typical This Graphic For General Information Only
TIMING BELTS
Cogged tooth belts are commonly used on overhead cam
engines. Inspect belt teeth for rounded corners or cracking. Replace belt if cracked, damaged, missing teeth or oil soaked.
Used timing belt must be installed in original direction of rotation. Inspect all sprocket teeth for wear. Replace all worn sprockets. Sprockets are marked for timing purposes. Engine is positioned so that crankshaft sprocket mark will be upward. Camshaft sprocket is aligned with reference mark on cylinder head and timing belt is installed. See Fig. 25.
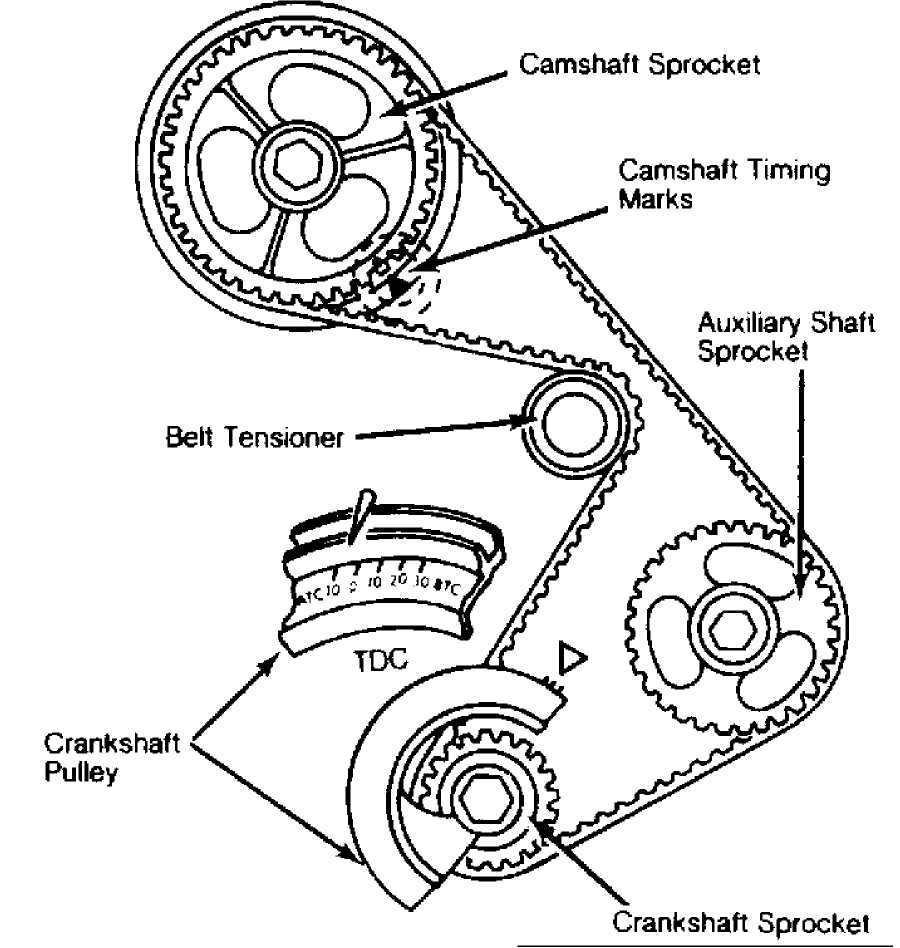
Fig. 25: Timing Belt Sprocket Alignment - Typical This Graphic For General Information Only
TENSION ADJUSTMENTS
If guide rails are used with spring loaded tensioners, ensure at least half of original rail thickness remains. Spring loaded tensioner should be inspected for damage.
Ensure all timing marks are aligned. Adjust belt tension using manufacturerÆs recommendations. Belt tension may require checking using tension gauge. See Fig. 26.
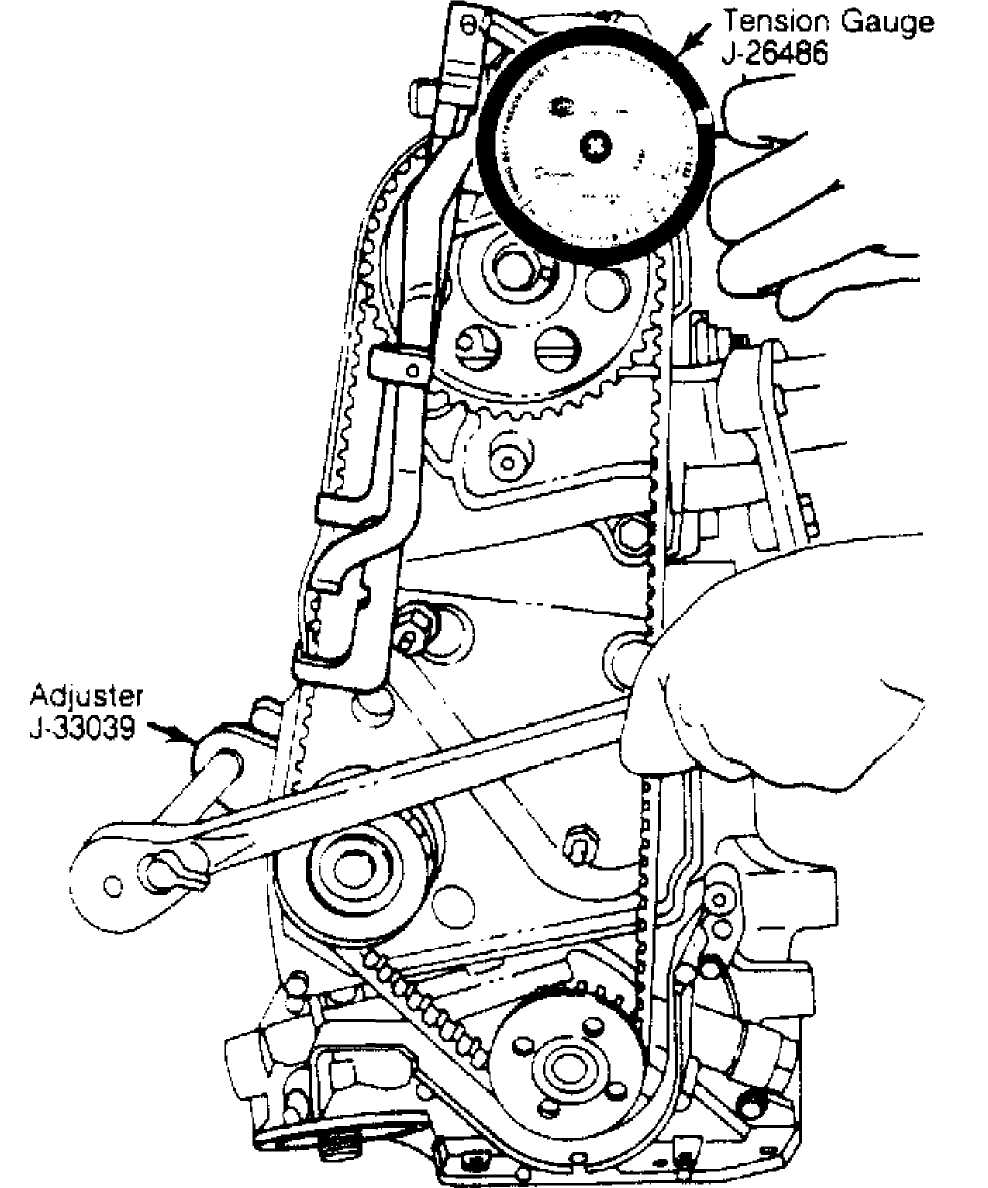
Fig. 26: Timing Belt Tension Adjustment - Typical This Graphic For General Information Only
TIMING GEARS
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
TIMING GEAR BACKLASH & RUNOUT
On engines where camshaft gear operates directly on
crankshaft gear, gear backlash and runout must be checked. To check backlash, install dial indicator with tip resting on tooth of camshaft gear. Rotate camshaft gear as far as possible. Adjust indicator to zero. Rotate camshaft gear in opposite direction as far as possible and note reading.
To determine timing gear runout, mount dial indicator with tip resting on face edge of camshaft gear. Adjust indicator to zero. Rotate camshaft gear 360 degrees and note reading. If backlash or runout exceed specifications, replace camshaft and/or crankshaft gear.
REAR MAIN OIL SEAL
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
INSTALLATION
One-Piece Type Seal
For one-piece type oil seal installation, coat block contact surface of seal with sealer if seal is not factory coated. Ensure seal surface is free of burrs. Lubricate seal lip with engine oil and press seal into place using proper oil seal installer. See Fig. 27.
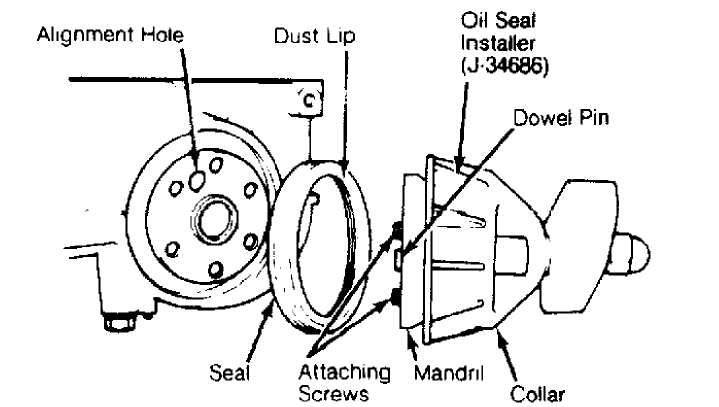
Fig. 27: Installing Typical One-Piece Oil Seal This Graphic For General Information Only
Rope Type Seal
For rope type rear main oil seal installation, press seal
lightly into its seat. Using seal installer, fully seat seal in bearing cap or cylinder block.
Trim seal ends even with block parting surface. Some applications require sealer to be applied on main bearing cap prior to installation. See Fig. 28.
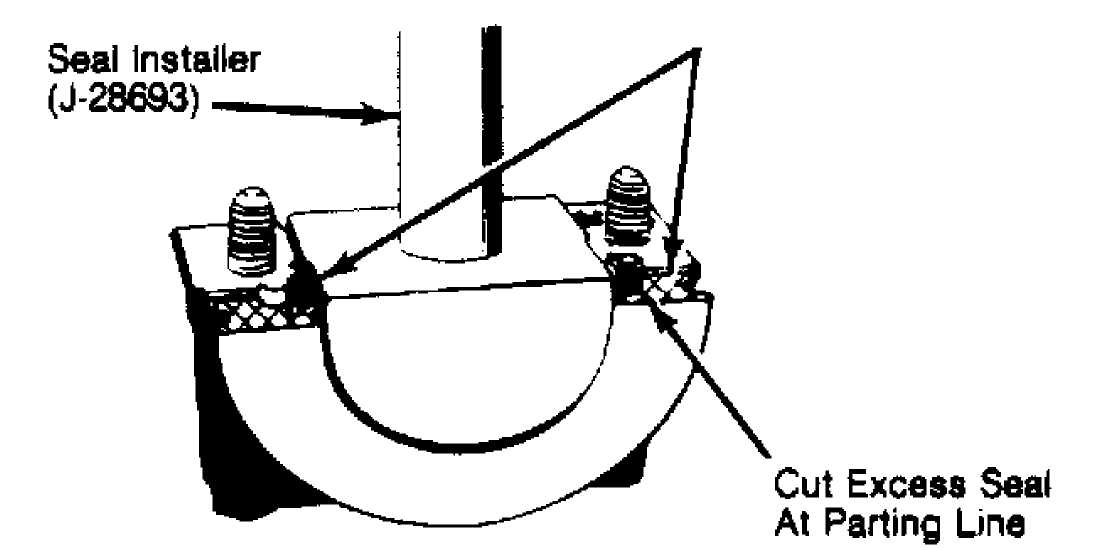 Apply Sealer Here
Apply Sealer Here
Fig. 28: Typical Rope Seal Installation This Graphic For General Information Only
Split-Rubber Type Seal
Follow manufacturers procedures when installing split-rubber type rear main oil seals. Installation procedures vary with engine type. See appropriate ENGINE article in this section. See Fig. 29.
 Apply Engine Oil On Lip Ol Seal
Apply Engine Oil On Lip Ol Seal
Fig. 29: Typical Split-Rubber Seal Installation This Graphic For General Information Only
OIL PUMP
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
ROTOR-TYPE
Oil pump rotors must be marked for location prior to removal. See Fig. 30. Remove outer rotor and measure thickness and diameter. Measure inner rotor thickness. Inspect shaft for scoring or wear. Inspect rotors for pitting or damage. Inspect cover for grooving or wear. Replace components if worn or damaged.
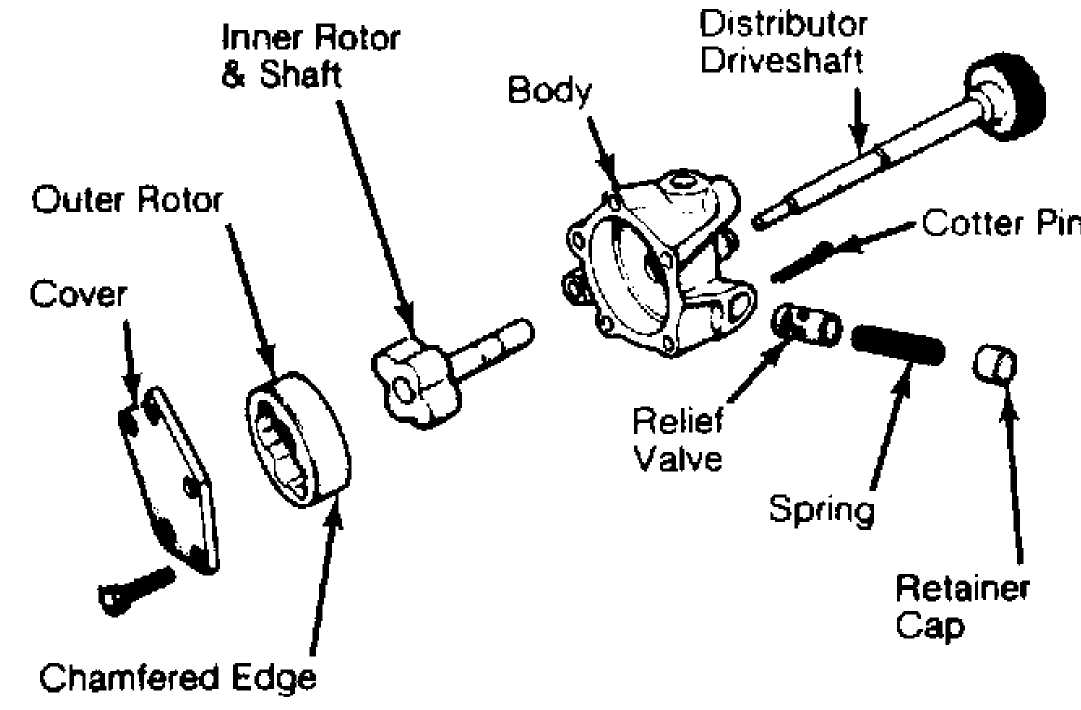
Fig. 30: Typical Rotor Type Oil Pump This Graphic For General Information Only
Measure outer rotor-to-body clearance. Replace pump assembly if clearance exceeds specification. Measure clearance between rotors. See Fig. 31. Replace shaft and both rotors if clearance exceeds specifications.
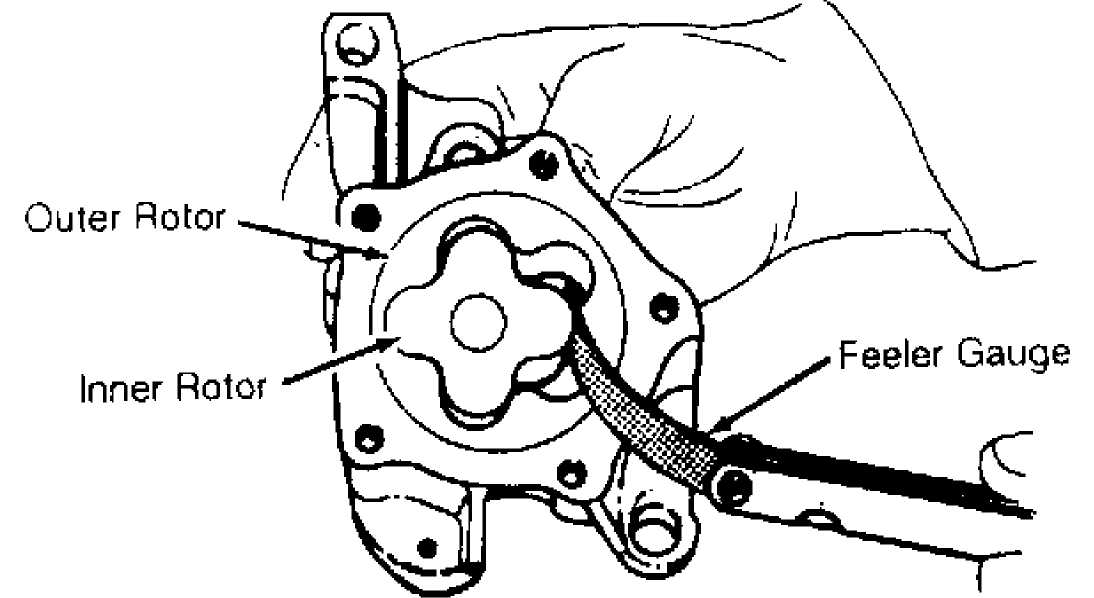
Fig. 31: Measuring Rotor Clearance - Typical This Graphic For General Information Only
Install rotors in pump body. Position straightedge across pump body. Using feeler gauge, measure clearance between rotors and straightedge. Pump cover wear is measured using a straightedge and feeler gauge. Replace pump if clearance exceeds specification.
GEAR TYPE
Oil pump gears must be marked for location prior to removal. See Fig. 32. Remove gears from pump body. Inspect gears for pitting or damage. Inspect cover for grooving or wear.
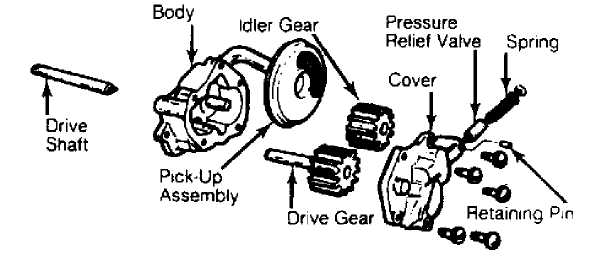
Fig. 32: Typical Gear Type Oil Pump This Graphic For General Information Only
Measure gear diameter and length. Measure gear housing cavity depth and diameter. See Fig. 33. Replace components if worn or
damaged.
Pump cover wear is measured using a straightedge and feeler gauge. Pump is to be replaced if warpage or wear exceeds specifications or mating surface of pump cover is scratched or grooved.
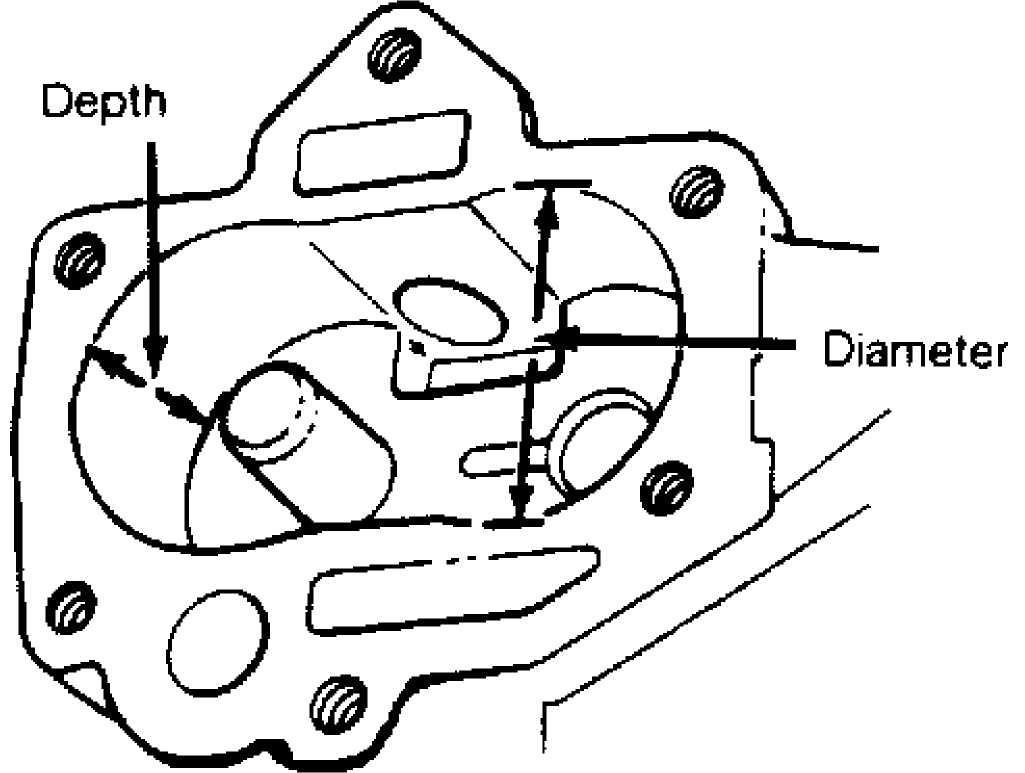
Fig. 33: Measuring Oil Pump Gear Cavity - Typical This Graphic For General Information Only
BREAK-IN-PROCEDURE
* PLEASE READ THIS FIRST *
NOTE: Always refer to appropriate engine overhaul article in the ENGINES section for complete overhaul procedures and specifications for the vehicle being repaired.
ENGINE PRE-OILING
Engine pre-oiling should be done prior to operation to prevent engine damage. A lightly oiled pump will cavitate unless oil pump cavities are filled with engine oil or petroleum jelly.
Engine pre-oiling can be done using pressure oiler (if available). Connect pressure oiler to cylinder block oil passage such as oil pressure sending unit. Operate pressure oiler long enough to ensure correct amount of oil has filled crankcase. Check oil level while pre-oiling.
If pressure oiler is not available, disconnect ignition system. Remove oil pressure sending unit and replace with oil pressure test gauge. Using starter motor, rotate engine starter until gauge shows normal oil pressure for several seconds. DO NOT crank engine for more than 30 seconds to avoid starter motor damage.
Ensure oil pressure has reached the most distant point from the oil pump. Reinstall oil pressure sending unit. Reconnect ignition system.
INITIAL START-UP
Start the engine and operate engine at low speed while
checking for coolant, fuel and oil leaks. Stop engine. Recheck coolant and oil level. Adjust if necessary.
CAMSHAFT
Break-in procedure is required when a new or reground
camshaft has been installed. Operate and maintain engine speed between 1500-2500 RPM for approximately 30 minutes. Procedure may vary due to manufacturers recommendations.
PISTON RINGS
Piston rings require a break-in procedure to ensure seating of rings to cylinder walls. Serious damage may occur to rings if correct procedures are not followed.
Extremely high piston ring temperatures are produced obtained during break-in process. If rings are exposed to excessively high RPM or high cylinder pressures, ring damage can occur. Follow piston ring manufacturerÆs recommended break-in procedure.
FINAL ADJUSTMENTS
Check or adjust ignition timing and dwell (if applicable). Adjust valves (if necessary). Adjust carburetion or injection idle speed and mixture. Retighten cylinder heads (if required). If cylinder head or block is aluminum, retighten bolts when engine is cold. Follow the engine manufacturerÆs recommended break-in procedure and maintenance schedule for new engines.
NOTE: Some manufacturerÆs require that head bolts be retightened after specified amount of operation. This must be done to prevent head gasket failure.